转向器打销机设计毕业论文
2020-04-05 10:52:13
摘 要
近年来,汽车行业迅速发展,汽车的研发也一直在进步,其中,对汽车底盘的研发一直在进行,汽车转向系统是汽车底盘中的重要组成部分。它对于确保车辆的正常安全行驶以及驾驶员的操作的手感准确度有着重要的意义。其中,液压助力转向器是利用汽车在转向时液压油流动产生的液压差实现助力转向的转向器。在液压转向器加工过程中,液压阀的扭杆销加工十分重要,这一部分的精确度直接关系到在转向时能否提供准确的液压助力,以及在直线行驶时不提供助力,以免发生偏差,更有关于驾驶员在使用液压转向器转向时,能否准确的识别到驾驶员的转向意图,是确保车辆能按照驾驶员需求实现直线以及左右转向时提供相同助力的一项重要指标。本文结合书籍知识以及现场实习所了解的加工工艺,对现有国内的加工工艺缺陷进行改进,从而实现一台自动找正、打销以及复测的一体化打销机。
关键词:液压转向器、打销、自动找正
Abstract
In recent years, the automobile industry has developed rapidly, and the research and development of automobile has been improving. Among them, the research and development of automobile chassis has been going on, and the automobile steering system is an important part of the chassis..It is of great significance to ensure the normal safety of the vehicle and the accuracy of the operation of the driver..In this case, the hydraulic steering is the steering wheel of the hydraulic differential that is generated by the hydraulic flow of the car at the turn of the steering. In the process of hydraulic steering gear, the torque and pin processing of hydraulic valve is very important. The accuracy of this part is directly related to whether it can provide accurate hydraulic power support during the steering, and not to provide the help when driving in a straight line, so as to avoid deviation. It is more about whether the driver can accurately identify the steering intention of the driver when using the hydraulic steering gear, which is an important indicator to ensure that the vehicle can provide the same power as the driver needs to realize the straight line and the left and right steering. This paper combines the knowledge of books and the process of field practice to improve the defects of the existing domestic processing technology, so as to realize an integrated marketing machine which can automatically realize automatic alignment, pin fixing and retesting.
Key words: hydraulic steering, pin fixing, automatic alignment
目录
摘要 I
第一章 引言 1
1.1研究背景 1
1.2本课题国内外研究现状 1
1.3本篇论文的目的及主要工作 2
第二章 转向器基本构造以及扭杆销加工工艺分析 4
2.1转向器基本结构、工作原理以及扭杆销作用 4
2.1.1转向器基本结构 4
2.1.2转向器工作原理 5
2.1.3扭杆销的作用 5
2.2扭杆销传统加工工艺分析 6
2.2.1扭杆销传统加工工艺流程 6
2.2.2扭杆销传统加工工艺缺陷 6
2.3自动化打销方法及原理 7
2.3.1自动化打销方法 7
2.3.2自动对中找正原理 8
2.3.3自动打销加工原理 9
2.3.4复测原理 9
2.4本章小结 10
第三章 打销机总体设计 11
3.1打销机总体要求 11
3.2打销机基本运动 11
3.3打销机总体设计 12
3.4本章小结 14
第四章 打销机机构设计 15
4.1夹具机构设计 15
4.1.1夹具选择 15
4.1.2夹具机械结构设计 16
4.2对中找正机构设计 18
4.2.1对中找正机械机构 18
4.2.2自动找正驱动电机选择 19
4.3打销机构设计 20
4.3.1直线导轨滑台装置选择 20
4.3.2电机以及滚珠丝杠装置选择 21
4.3.3钻、铰孔装置选择 23
4.4本章小结 25
第五章 总结与展望 26
5.1总结 26
5.2展望 26
参考文献 27
致谢 28
第一章 引言
1.1研究背景
随着中国制造业的发展,我国汽车行业的发展也十分迅速,成为最大的汽车销售市场。从汽车的发展速度上看,仅仅十几年的时间,我国汽车行业就有着极其重要的地位,与此同时,我国汽车行业也面临着世界其他国家汽车行业的激烈竞争,但我国汽车行业化压力为动力,将继续在汽车行业处于领先地位,汽车行业在我国经济发展中有着极其重要的作用,在国家未来发展中,依旧要大力发展汽车制造业,实现汽车行业飞速发展[1]。
汽车的研发一直在进步,其中,对汽车底盘的研发一直在进行,汽车转向系统是汽车底盘中的重要组成部分。它对于确保车辆的安全行驶以及驾驶员的操作的舒适度有着重要的意义。汽车转向系统的发展历程经历过四个阶段:传统机械转向系统——液压助力转向系统——电液助力转向系统——电动助力转向系统[3]。本篇论文研究主要对象是液压助力转向系统,此类转向目前一般适用于重型车。液压助力转向系统是以液压油为动力,通过液压泵产生的助力来推动机械转向器工作。因此液压转向系统中扭杆对中打销是其中及其重要的一部分。本篇文章就是通过结合实际情况对现有的国内一些装备进行改良,从而实现全自动化打销。
本课题的主要研究对象为液压助力转向器中扭杆销孔的打孔及扭杆销的压销,此销连接着液压助力转向器中的短轴和扭杆,这个部分的精度准确与否直接关系到驾驶人员在利用此液压助力转向器进行转向时,能否精确实现其驾驶意图,保证车辆能按直线行驶以及转向时提供相应助力向等一系列关键指标。
1.2本课题国内外研究现状
目前国内生产液压转向器的技术越来越成熟,生产其公司也越来越多,其中包括湖北荆州恒隆公司等,但是与国外一些生产厂家相比,在某些方面技术还是有一些技术,其中,生产装备的精度低,效率低是其中重要的制约因素。近些年来,国内一些公司已经意识到在此方面的不足,并已经逐步取代一些旧的生产设备及工艺,更换为一些先进的生产设备及工艺,但目前只能通过进口一些国外生产设备,成本消费较高。
针对本篇论文课题———转向器打销机。液压助力转向器扭杆销对于转向精准度有着极其关键的作用。国内一些厂家一般采用传统的加工方式,即遵循“定位——加工——复测”的模式。传统上采用人工找正,并进行被加工工件的定位,效率和精度均不高。后采取专用夹具进行定位夹紧。如湖北某方向机公司在液压助力转向器扭杆销孔打孔压销的加工过程中,采用的是先结合传感器技术与数据采集技术,对汽车动力转向器的转向力特性曲线、回正能力和转向灵敏度特性等功能性指标进行分析,从而实现对中找正,再从找正检测夹具中取出,后重新装夹于另一台设备的另外一套夹具中,再来进行钻孔、铰孔和压销,最后,还需要从此加工设备上取下,重新装夹于第一台设备上来复测。但其中过程较为繁琐,而且,移动过程中可能会出现偏差,从而造成产品废品率较高,而且效率低,耗时长。
目前国外生产厂家采用自动化专用加工机床,一次性完成销孔的位置找正、钻孔、铰孔和压销的全部过程,不仅使用的加工工时较少而且产品合格率和精度较高。所以本篇文章主要实现对全自动打销机的设计。
1.3本篇论文的目的及主要工作
本篇文章设计的主要内容是结合相关书籍资料所学到的知识以及湖北某方向机公司现场实际情况,设计一个通过结合传感器技术与数据采集技术,对汽车动力转向器的转向力特性曲线、回正能力和转向灵敏度特性等功能性指标进行找正,后自动对其进行打孔打销,进行复测的装备。
本课题所开发的自动化打销机,结合现有的生产技术,逐步改善现有的缺点,预期完成该自动化打销机总体机构设计、液压夹具系统设计、辅助机构设计以及实现产品的试加工过程。
自动打销流程为:工件装夹——自动找正测试——打销加工——复测。
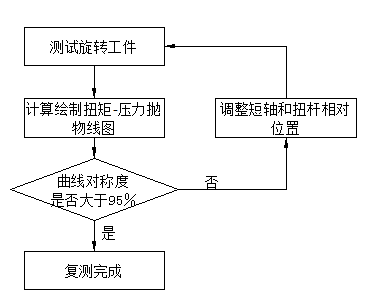
原理:当车辆转向时,旋转角度与扭转扭矩形成了一定的关系,此关系在直角坐标系中绘出是一条抛物线,这条抛物线被称作手力特性曲线 。旋转角度与油腔油压也有一定的关系,此关系在直角坐标系中也是一条抛物线,这条抛物线被称作灵敏特性曲线 。一般要求两条抛物线对称度达一定指标(95%)以上,此转向阀才认为是合格品 。
本设备就是利用灵敏特性曲线进行初测,再利用手里特性曲线进行精准对中,完成后进行打孔,压销,最后利用手里特性曲线进行复测。
机床的基本运动为:机床主轴Z方向的高精度的竖直直线往复运动以及夹具夹紧阀芯绕Z轴做调整旋转运动,打销装置沿大滑台Y方向的直线往复运动,以及打销装置沿小滑台X方向的直线进给运动。
为了使得滑台有较高的定位精确和较快的响应速度。综合考虑滑台结构大小、重量大小、使用及维修方便程度、控制精度和采购成本等因素,决定选择以电机为驱动装置的滚珠丝杆机械滑台作为本课题中自动化打销机的大滑台和小滑台。
此次设计主要完成以下工作:
设计机构包括夹具机构对中找正机构以及打销机构。
(1)夹具机构
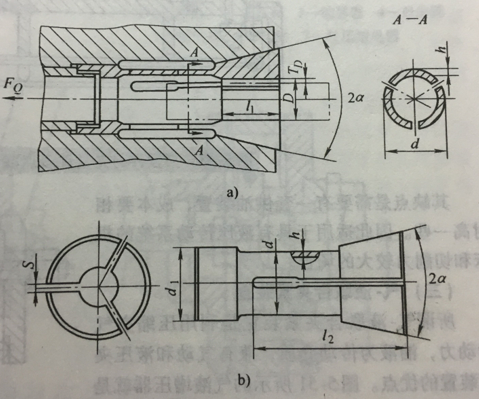
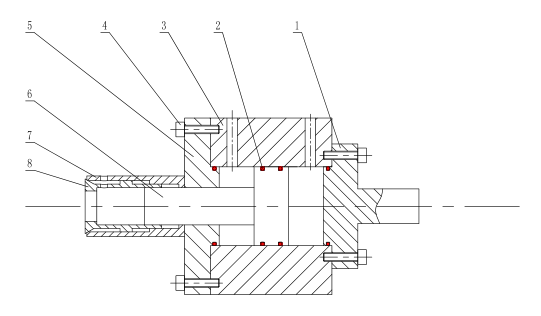
1)上夹具
需在扭杆上端和短轴上端分别夹紧,故上夹具可分为上 1夹具(夹紧扭杆)和上 2夹具(夹紧短轴)。采用液压缸结合弹性套筒。
2)下夹具
同样选择液压缸及弹性套筒,选择转向螺杆的圆柱面作为夹紧面。
(2)自动对中找正机构
本机构包括测试油阀测量油压,扭矩传感器测量扭矩,光电编码器测量输入轴转向角度从而实现两条曲线的测绘进行对中找正。
(3)打销机构
包括钻绞孔装置、自动送销装置以及压销装置
利用自动送销机构,靠高压气体吹到销孔口位置,再由电动伺服缸进行压销。
第二章 转向器基本构造以及扭杆销加工工艺分析
随着工业的发展,随着汽车行业的发展,液压转向逐步取代了机械转向,为驾驶员提供了方便,液压转向在汽车转向中占有着极其重要的位置。转向系统的性能好坏程度是一项极其重要的指标,这就意味着对转向系统的加工精度有了更高的要求。本章节通过对转向器的其本结构的了解,从而引出转向阀中扭杆销的重要作用,阐述打销传统加工工艺的优缺点,之后结合打销传统工艺的优缺点,说明本次设计主要对象自动化打销机打销过程方法以及原理。
2.1转向器基本结构、工作原理以及扭杆销作用
2.1.1转向器基本结构
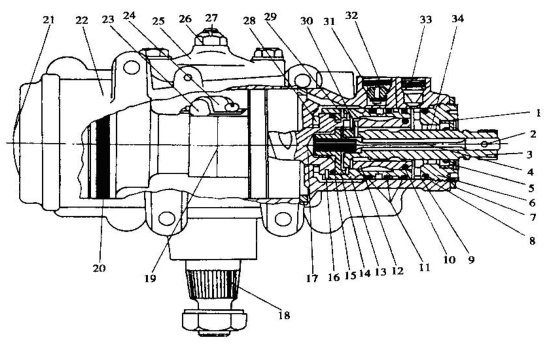
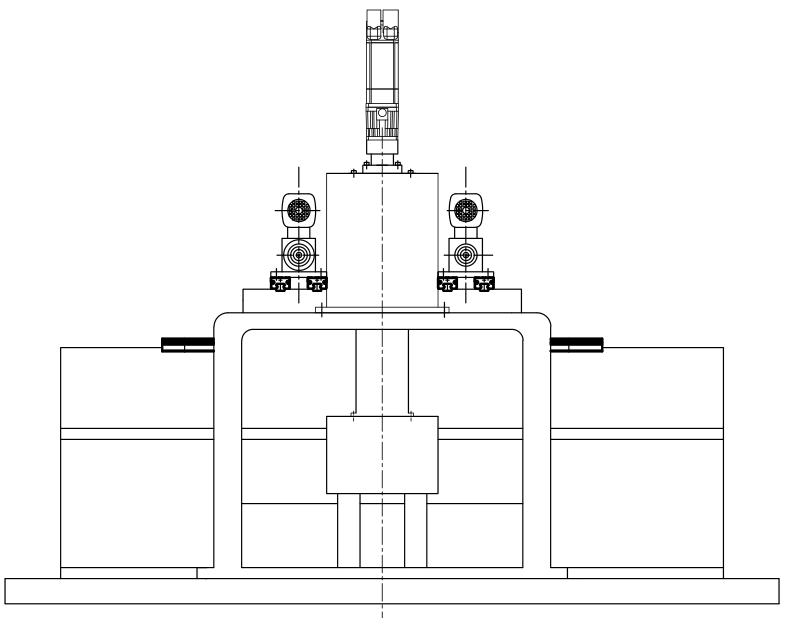
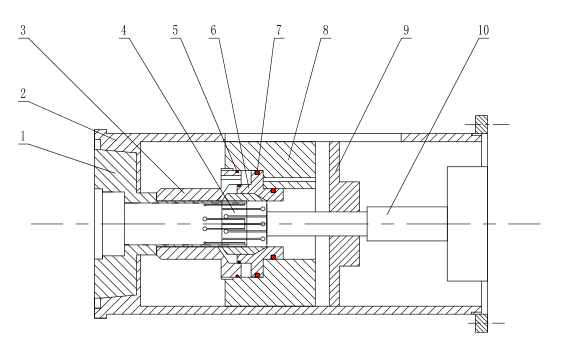
图2.1 转向器基本结构
2-扭杆销 3-短轴 4-扭杆 12-转阀 13-阀体 14-下端轴盖
16-转向螺杆与阀体的锁定销 17-转向螺杆 19-齿条活塞 22-壳体
29-下端轴盖与阀体的锁定销 30-转阀与短轴的锁定销 32-进油口 33-出油口[7]
液压转向器基本结构如图2.1所示。它主要由阀体、转阀、扭杆轴、动力缸等部分构成。
齿条活塞将动力缸分为上下油腔,与转向螺杆相配合,动力缸内存在油道,供液压油流通。扭杆组件由扭杆、短轴。下端轴盖和销钉组成,短轴上端与转向轴下端由花键连接,短轴下端与下端轴盖也由花键连接。
2.1.2转向器工作原理
汽车直线行驶无转向时,方向盘无偏转。根据转向阀结构,此时转向阀内部转向螺杆没有受力,都处于中间位置。此时阀套转向螺杆与阀芯输入轴之间形成的间隙大小相等,此时液压油从相等的缝隙中流入上下油腔,由于流入油腔的液压油压力相同且压力值较小,齿条活塞没有受到上下油腔的压力,此时转向无助力产生。
汽车在进行左转弯的时候,方向盘逆时针转动。由于扭杆销钉的固定作用,输入轴与扭杆同步转动,于是扭杆轴由于花键作用带动下端轴盖转动,下端轴盖将扭矩传递给阀体,阀体再将扭矩传递给转向螺杆。因为存在转向阻力,刚受到扭矩时,转向螺杆并不会进行转动,当达到足够的扭矩,转向螺杆转动。此扭矩使扭杆轴发生弹性形变,出现与阀体转动角度不同的状况,通入上下油腔的液压油不同,从而使上下油腔产生液压油差,齿条活塞就在上下油腔的液压油差的作用下,产生向左转向助力作用。
同理,汽车在进行右转弯的时候,方向盘顺时针转动,齿条活塞在上下油腔的液压油差的作用下,产生向右转向助力作用。
2.1.3扭杆销的作用
扭杆销最直接的作用是连接与固定作用,固定短轴与扭杆。通过这样实现短轴与扭杆同步转动是液压油能够流入上下油腔,并使其在转向的情况下,上下油腔形成油差,从而达到助力转向的作用。
虽然短轴上端距离销孔中心的位置关系为确定值,但是只有当无液压助力时,即曲线关系左右对称时来确定相对位置,不能直接通过几何尺寸来确定相对位置,只有此时才能将扭杆销打入转向阀中。若此相对位置出现偏差,则会导致在直线行驶时,出现提供液压助力,并且在转向时,不能准确地提供转向助力。
完成打销的目的就是根据曲线找到其相对位置,并在此位置进行包括钻孔、铰孔以及打销等一系列加工,保证能准确地将销钉打入转向阀中,从而使短轴与扭杆连接固定在一起,使其在收到扭矩时,能够实现同步转动。
2.2扭杆销传统加工工艺分析
2.2.1扭杆销传统加工工艺流程
传统工艺加工扭杆销一般采用两台独立的工作台对扭杆销进行加工,加工流程为“定位——打销——复测”。其中一台工作台为专用定位工作台即采用的工作台为专用测试工作台,在此工作台上主要完成定位和复测,将其中工件放入专用夹具中 ,通过人工调整定位,然后再将工件移动到另一工作台进行打销等一系列加工,待其完成后,再将其移动回专用测试台,再利用专用夹具将其 夹紧进行复测,待其完成后将其从夹具上取下。
对于加工过程中对中找正过程也存在一些差异,传统检测找正过程大致为:运用的是专用的测试台,将工件放入套筒油缸中,模拟真实的动力缸,将油缸进出油口连接油管,测试其油压状态,人工将工件进行粗调,之后利用辅助夹具分别将 扭杆和短轴夹紧,用带有扭矩传感器的扳手与输入轴连接,模拟转向器转向,转动输入轴测出其扭矩与油压的压力-扭矩曲线显示与屏幕上,若此条曲线关于中心轴的对称度达到95%后即可将其取下,此时完成对中找正测试;若此时对称度不达标,将辅助夹具松开,根据曲线状态,调整其相对位置,随后夹紧扭杆和短轴,重复其以上步骤,直至曲线对称度达标,将其取下,随后进行打销过程。
打销加工过程:完成以上对中找正测试后,将工件从辅助夹具中取下,再将其移动到另一工作台前,此工作平台用于其完成打销整个过程,由于两套夹具工作原理不同以及家具自身重量的因素,所以当时工作状态只能采用两套不同夹具,来完成钻孔、铰孔以及打销过程。
复试检测过程:完成打销过程后,又将工件从夹具中取下,又重新移动回专用检测工作台,进行最后一步复测,若曲线对称度足够,则视为合格;若曲线对称度小于合格值,则视为废件。
2.2.2扭杆销传统加工工艺缺陷
传统加工工艺缺陷十分明显,采用传统加工工艺一般需要较多人工,而且需要往返于两个工作台,比较费时费力,而且需要反复拆装和调整测试,消耗工时比较长,而且在反复过程中,容易造成不必要的失误,使其废品率极大地提高,导致成本提高,精度较差,为了以后设计时便于改正,大致应该从以下几个方面分析缺陷:
(1)完成整个工件加工过程需要往返于专用测试以及打销加工两个工作平台,需要反复拆装,过程繁琐。
(2)在找正对中测试中,需要人工进行调整其相对位置,由于受到夹具等装置的限制,所以需要人工控制夹具以及估计其找对位置,大多需要多次进行校正,很难保证一次就完成校正,十分耗时,并且效率会受到限制。
(3)由于加工过程中实用的夹具不同,其中夹具定位方式不同,所以当找正测试结束后,更换另一个夹具过程中,有可能出现相对位置会出现变化,从而导致工件加工的失败,导致最终废品率的上升。
2.3自动化打销方法及原理
针对以上传统加工缺陷,本课题设计了一台自动化打销机,集对中找正、打销以及复测等加工于一体的自动化打销机。
2.3.1自动化打销方法
将工件放置于夹具上,通过自动找正的方法,找到其销孔相对位置,并且在此同一工作台上,完成钻孔、铰孔、打销以及复测等一系列的加工流程。此自动化打销总体流程,如图2.2如下:
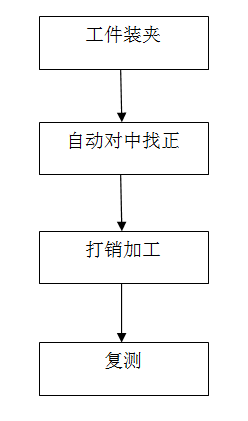
图2.2 加工流程
该扭杆销加工过程的自动化改进目的是利用自动化设备替代人工对中找正、打销以及复测过程,而且利用同一工作台完成一系列加工过程,避免夹具的更换产生定位误差,使用计算机快速而且准确地找出相对位置,减少废品率,提升效率。
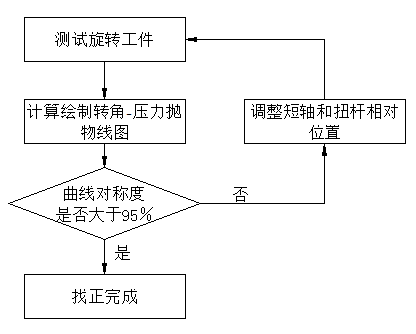
2.3.2自动对中找正原理
转向阀至于夹具中,模拟汽车转向过程,即随着方向的转动,转向阀中的阀体与阀芯的相对周向位置产生变化,即间隙变化,流入上下油腔的液压油不同产生液压油差,由此产生转向助力。直线行驶时,间隙相等不产生液压油差,没有转向助力。
当车辆进行转向时,随着转向角度的增加,根据以上转向器原理的描述,此时扭转扭矩增加,转向助力也随之增加,旋转角度与扭转扭矩存在着一定的关系,此种关系在直角坐标系中绘制出来是一条抛物线,这条抛物线一般被称为手力特性曲线,另外,由于转向助力的大小是由上下油腔的油差决定,旋转角度与油腔油差也存在着一种关系,此种关系在直角坐标系中绘制出来也是一条抛物线,这条抛物线一般被称为灵敏特性曲线。所以,在本次自动打销机的设计中,初次确定对中找正位置时,运用的是灵敏特性曲线,即运用的是旋转角度和油腔油压的关系。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。


