2000m3卧式储罐(美标设计)焊接工艺研究毕业论文
2020-04-07 08:43:16
摘 要
压力容器广泛应用于石油、化工等行业,一般盛装这易燃、易爆、腐蚀性的介质,承受着压力和温度。如果生产,使用或管理不当会产生灾难性的后果,对人们的生命财产安全造成不可估量的损失。近年来, 国内压力容器焊接技术取得了卓著的新进展。随着压力容器的参数越来越高使用范围越来越广, 对焊接技术提出了更高的要求。所选用的焊接工艺、焊接设备、焊接材料和焊接方法首先应保证焊焊接结构的质量,还需要保证高效率,低功耗,低污染。
本文主要分析ASME2000m3卧式储罐的焊接工艺,首先制定预焊接工艺规程,根据预焊接工艺规程制定相应的焊接工艺评定报告,焊接工艺评定报告包括各项性能试验,如:拉伸试验;弯曲试验;冲击韧性试验。以及对试验结果的分析,从而判断预焊接工艺所选择的焊接方法、焊接参数的合理性,如不合理重复上过程,直到制定详细合理的焊接工艺规程。本实验大致就是按照这个流程进行。经历了一系列补充和调整,最后验证了工艺的合理性。
关键词: 压力容器; ASME;焊接方法;性能试验。
Abstract
Pressure vessels are widely used in petroleum, chemical and other industries, generally containing this flammable, explosive, corrosive medium, withstand pressure and temperature. Improper production, use, or management can have disastrous consequences and incalculable damage to people's lives and property. In recent years, the domestic pressure vessel welding technology has made remarkable new progress. With the increasing use of pressure vessel parameters in a wider range of applications, higher requirements are placed on welding technology. The selected welding method, welding process, welding material and welding equipment shall first ensure the quality of the welding structure, and also ensure high efficiency, low power consumption, and low pollution.
This article mainly analyzes the welding process of ASME2000m3 horizontal storage tanks. First, the pre-welding process specification is formulated. According to the pre-welding process specification, the corresponding welding procedure qualification report is prepared. The welding procedure qualification report includes various performance tests, such as tensile test and bending test. ; Toughness impact test. And the analysis of the test results to determine the pre-welding process selected welding method, welding parameters of the rationality, such as irrational repetition of the process, until the development of a detailed and reasonable welding process specification. This experiment is roughly in accordance with this process. After a series of supplements and adjustments, the rationality of the process was finally verified.
Key Words:Pressure Vessel; ASME; Welding method; Performance test.
目 录
第1章绪论 6
1.1 压力容器的研究现状 6
1.2 压力容器焊接标准分析 7
1.2.1 ASME标准 7
1.2.2 美标与国标的异同 8
1.3课题研究的基本内容 8
第2章 卧式储罐图纸分析 9
2.1卧式储罐 9
2.2焊接结构分析 9
2.3 焊缝分类 10
2.4焊接工艺评定清单 11
第3章 焊接工艺分析 12
3.1焊接方法的选择 12
3.2试验材料 12
3.2.1母材 12
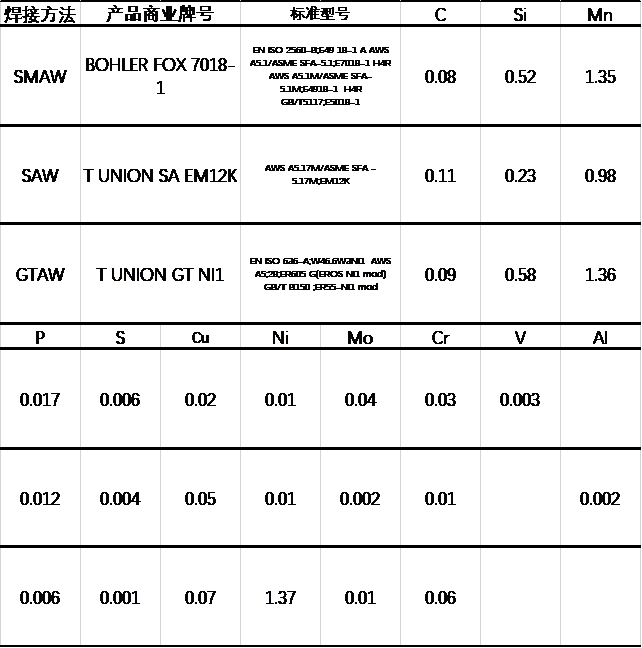
3.2.2焊材 15
3.3焊前准备 16
3.3..1坡口制备 16
3.4.2预热 18
3.4焊接工艺参数 18
3.5焊后热处理 19
第4章 焊接工艺评定试验 20
4.1拉伸试验 20
4.1.1 试样的制备 20
4.1.2 拉伸试验结果分析 22
4.2弯曲试验 22
4.2.1 试验的制备 22
4.2.2 弯曲试验的结果分析 24
4.3冲击试验 25
4.3.1 试样的制备 25
4.3.2 冲击试验结果分析 27
第5章 结论与建议 29
5.1 结论 29
5.2体会和建议 29
参考文献 31
致谢 32
第1章绪论
1.1 压力容器的研究现状
压力容器是一个涉及多个学科,多个行业的综合产品,多是用来盛装高压和腐蚀性的液体或气体,其建造涉及到机械加工、无损检测、焊接、腐蚀与防腐、安全防护等多个行业。因此需要多个行业,多个学科、协作共同完成。并且确保产品的质量,压力容器通常在高压、腐蚀和低温等环境中服役,需要保持良好性能,这对压力容器制造过程中的工艺要求是极高的,不仅是材料方面还有焊缝表面和内部的要求,合理的焊接工艺才是压力容器的质量保障。
目前,国内外的压力容器发展主要由两个特点,一是适应工厂规模及单机处理能力大型化的趋势,压力容器的尺寸和质量越来越大。二是随着压力容器的使用范围逐渐广泛和工艺流程的改进,压力容器的使用条件苛刻,高参数设计是如今压力容器的另一个特点,从而大大增加了压力容器的设计和制造难度。随着先进制造技术的不断涌现,压力容器的制造工艺从繁琐的传统手工编制工艺到现在一些先进的企业,如上海锅炉、哈尔滨锅炉、东方锅炉、北京锅炉等这些先进的压力容器生产企业采用了计算机生成工艺文件,实现了工艺文件的计算机管理。中石油第二建设公司和西安石油学院等合作开发了计算机辅助工艺制定与管理系统的软件。
在追求压力容器的制造工艺的国际化的过程中,我国的压力容器的制造工艺系统仍然存在着一些问题,首先是对焊接工艺评定标准的理解有误,工艺流程中存在着许多重复的工艺,对产品或零件的重复编制费了大量的材料,可能依然不能保证焊接工艺覆盖全部的产品;然后焊接工艺评定要素不全,重要因素不全,焊接接头的力学性能得不到验证,据此编制的焊接工艺文件对实际生产起不到指导作用;最后就是焊接工艺审核方式不规范,焊接工艺审核是非常重要的环节,必须保证焊接工艺规程(WPS)、工艺评定报告(PQR)、焊接作业指导书及焊接工艺卡等焊接工艺文件符合标准要求,需要严格控制审核过程。国内很多企业缺少严格的工艺审核环节,焊接工程师审核强度不足;国内在焊接工艺文件审核时,没有具体的审核要求,缺少严格的审核制度,很多焊接工程师就凭着个人的理解对工艺进行审核,然而不同人的理解是不一样的,最后的焊接工艺也不严谨。
1.2 压力容器焊接标准分析
1.2.1 ASME标准
标准层次有:国际标准是由各国共同制定的标准,如ISO-国际标准化组织;国家标准是由政府机构或全国性标准组织所制定,如ANSI-美国国家标准,GB/CNS-中国国家标准;协会标准是由各专业协会制定的标准,如ASTM-美国材料试验协会和本文介绍的ASME-美国机械工程师协会。美国机械工程师协会是美国五大创始协会之一。ASME标准成立于1880年,涵盖了基础工程、制造、系统设计的多个方面,ASME标准有工业和制造行业的600多项标准和编码,并且被全球90多个国家采用。ASME标准三年一次升级版本,本论文参照的是2015版,2015版是由中石协ASME规范产品专员委员会(CACI)在ASME锅炉及压力容器规范翻译出版委员会的指导和帮助下,翻译并出版了2015版锅炉及压力容器相关规范。ASME标准详尽的对锅炉和压力容器的材料、设计、工艺评定等各个方面做了详细的规定,ASME标准考虑周详,用词规范严谨,在不断的修订和完善中形成了严密的标准体系,ASME标准一直被其他国家的借鉴学习,NB/T47014-47016 《承压设备焊接工艺评定》也是参照ASME标准并结合我国国情制定的。
ASME BPVC Section Ⅸ-2015《焊接、钎接和粘接》的主要内容是关于焊接操作工人技能的评定,以及ASME锅炉及压力容器规范和ASME B31压力管道规范所采用的焊接或钎焊工艺评定。ASME标准涉及范围广泛无法在本文中详细介绍,本论文侧重于介绍焊接工艺评定部分,焊接工艺评定的过程是,首先根据施工方案的要求初步设计预焊接工艺规程(PWPS),然后根据PWPS制定焊接工艺评定报告(PQR),根据PQR对之前所制定的PWPS进行评价,如果不合格需要分析原因重新制定预焊接工艺规程(PWPS),直到合格为止。得到合格的PQR报告后,根据合格的PQR中确定的各种变素来编制产品焊接工艺规程(WPS)。WPS是为制造符合规范要求的产品焊缝而提供指导的,经过评定的焊接工艺文件[1]。完整WPS的应包含所采用的每一种焊接方法的重要变素、非重要变素以及当需要时的附加重要变素。当为了生产的需要可以对WPS进行变更,一些非重要变素改变时,无需进行评定。当重要变素和附加重要变素变化是需要重新拟定PQR对WPS进行评定。工艺评定报告(PQR)是焊接试件时记载焊接变素的记录,它同时记有试样的试验结果[2]。完整的PQR应该记载焊接时的全部重要变素和附加的重要变素。当一个试件是由多个焊接方法、填充金属和其他变素组合的时候,需要记录每个重要变素和附加重要变素(当需要时)。因为PQR是对特定的焊接试件进行试验时的记录,故一般是不允许修改的,除非是在版本修订或增补时。对于组合工艺的评定,WPS可以包含一种或更多的焊接方法、填充金属或其他变素组合[1]。但是对于一个焊接接头的所有的变素都应该遵循所评定的母材厚度范围和熔敷金属的最大厚度范围。
1.2.2 美标与国标的异同
全国压力容器标准化技术委员会为了让NB/T47014标准与国际通用标准接轨,由于ASME标准的权威性和广泛性一直世界公认的,NB/T47014标准结合了中国法律和国情参照ASME《锅炉压力容器规范》,适当的吸收欧洲标准中的有关条款,编制适用于锅炉、压力容器和压力管道三类产品的统一焊接工艺评定标准[2]。
金属材料的划分主要考虑接头的力学性能、母材的化学成分和焊接性能,NB/T47014标准的母材分类原则按照ASME标准,而母材的分组原则和ASME标准有很多的区别。NB/T47014标准母材分类参照了ASME标准,但是两个标准中相同类别的母材并不能互换,中美的同类母材还是有很大的差别的;填充金属及分类,由于ASME标准的分类方法在我国不适用,为了使得焊接工艺评定简单化,NB/T47014标准并没有参照ASME标准;焊后热处理及分类,NB/T47014标准与ASME标准相同;每种焊接方法专用的焊接工艺评定因素及分类也是参照的ASME标准;对接焊缝与角焊缝的评定工艺,为了减少焊接工艺评定数量,NB/T47014标准参照ASME标准找出了各个评定因素的内在关系进行分组、分类,并制定了相应的替代关系、覆盖关系、省略关系;检验要求与结果评价,拉伸试验、弯曲试验、冲击试验NB/T47014标准与ASME标准相同,但增加了外观检查和无损检查结果不得有裂纹;耐蚀堆焊工艺评定依然参照了ASME标准,但是NB/T47014标准增加了管状试件与试样的制备[10]。
1.3课题研究的基本内容
1)根据课题要求熟悉压力容器焊接的相关标准,熟悉压力容器各个部分的结构及其功能,掌握SA516GR70材料焊接性特点;
2)根据工艺评定的规则要求,制定项目所需要的工艺评定内容,确定焊接工艺参数(焊接方法、焊接材料、焊接电流、接头形式等);
3)进行相关焊接工艺评定试验;
4)对试验结果进行评价和总结,判断制定工艺的合理性,分析原因;
第2章 卧式储罐图纸分析
2.1卧式储罐

图 2-1 卧式储罐
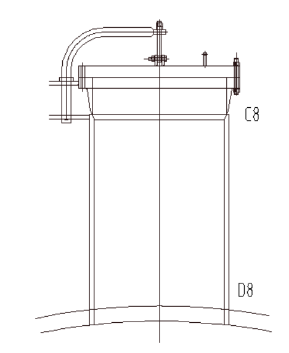
卧式储罐用以储存石油、水、化工溶剂和其他石油产品的长形容器,一般由端盖及卧式圆形或椭圆形和鞍座构成,按照用途可以分为半地下卧式储罐、埋地卧式储罐和地上卧式储罐。本论文研究的是2000m3的卧式液化石油气罐,长约48m,高约7m的长形容器。主体有两段的球形封头和中间的圆柱形壳体组成,顶部有一个气室和两个人孔,气室上有六个接管,人孔是时便于修理油罐的人员出入以及排气用,气室上连着的接管用于石油气的输入和输出。
2.2焊接结构分析
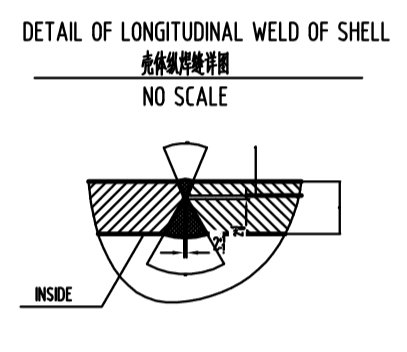
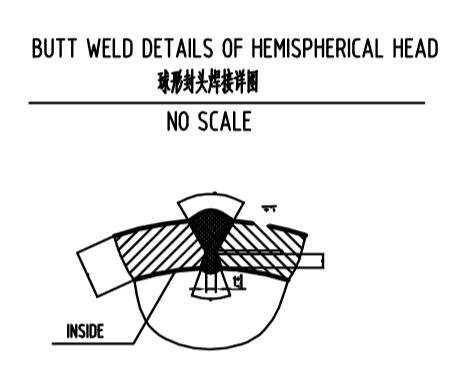
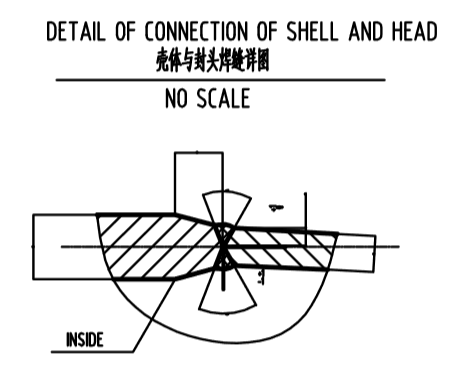
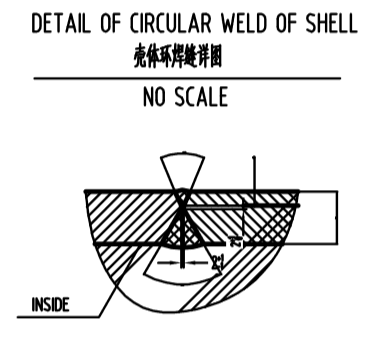
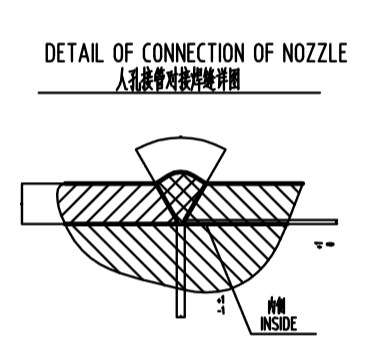
根据该接头所连接两元件的结构类型和应力水平,把接头分成A、B、C、D四个种类。A类:圆筒部分的纵向焊接接头、球形焊接封头和圆筒连接的环向焊接接头、各类凸形封头中的所有拼焊接头和嵌入式接管与壳体对接连接的接头。 B类:壳体部分的环焊接向接头、锥形封头小端与接管连接的焊接接头、长颈法兰和接管连接的焊接接头,但已规定为A、C、D类的焊接接头除外。C类:平盖、管板和圆筒非对接连接的接头,壳体和法兰、接管连接的焊接接头,内封头和圆筒的搭接接头与多层包扎容器层板层纵向焊接接头。D类:接管、凸缘、人孔等和壳体连接的焊接接头,但已规定为A、B类的焊接接头以外。A类焊缝是容器中受力最大的焊接接头,因此必须采用双面焊或者保证全焊透的单面焊缝; B类焊缝的工作应力一般为A类的一半,不仅可采用双面焊的对接焊缝以外,还可采用带衬垫的单面焊; 在中低压焊缝中,C类接头的受力较小,通常采用角焊缝联接。对于高压,盛有剧毒介质和低温容器应采用全焊透的接头。D类焊缝是接管和容器的交叉焊缝。受力条件不好,而且存在较大的应力集中。在厚壁容器中这类焊缝的拘束度相当大,残余应力也较大,容易产生裂纹等缺陷。故在这种容器中D类焊缝应该采取全焊透的焊接接头,对于低压容器可以使用局部焊透的单面或者双面角焊。值得注意的是:焊接接头分类的原则仅仅根据焊接接头在容器所处的位置并非按焊接接头的结构形式分类,因此,在设计焊接接头形式时,应由容器的重要性、施焊条件和设计条件等确定焊接结构。这样,相同类别的焊接接头在不同的容器条件下,就可能有不一样的焊接接头形式。
2.3 焊缝分类
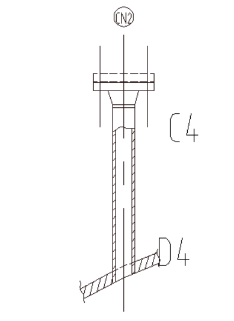
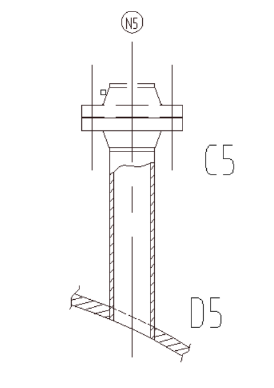
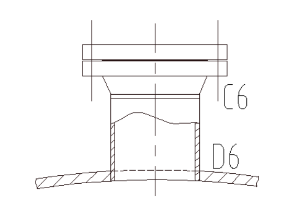
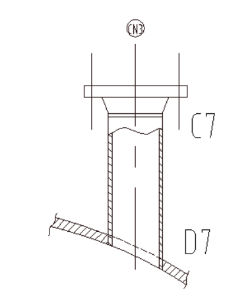
按照压力容器接头的分类标准,将本论文研究的结构进行分类,焊道布置图如下
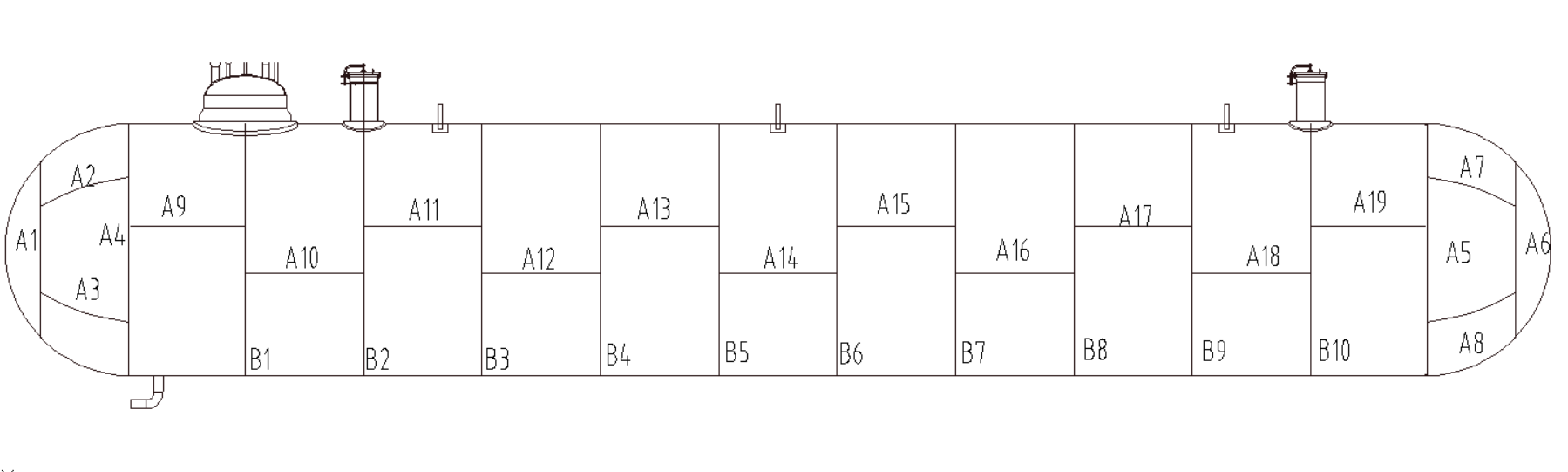
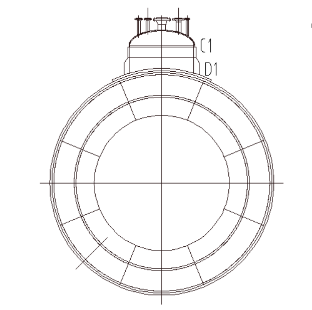
(a)
(b) (c) (d) (e)
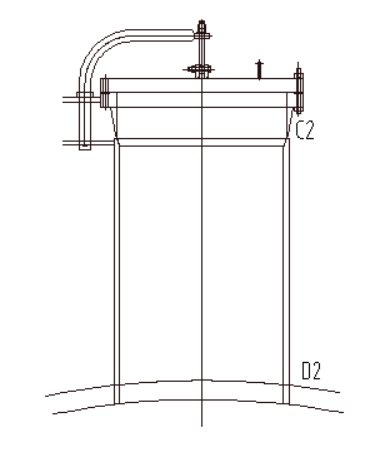
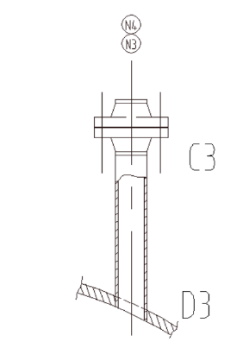
(f) (g) (h) (i)
图2-2焊道布置
(a为储罐的整体图,b为气室处的剖视图,c和i为人孔,d、e、f、g、h为气室上连接的法兰接管)
表 2-1 接管尺寸(b~i的结构尺寸)
编号 | b | c | d | e | f | g | h | i |
管径mm | 3360 | 910 | 88.9 | 60.3 | 114.3 | 273 | 168.3 | 910 |
壁厚mm | 100 | 30 | 11.13 | 8.74 | 13.49 | 12.7 | 10.97 | 30 |
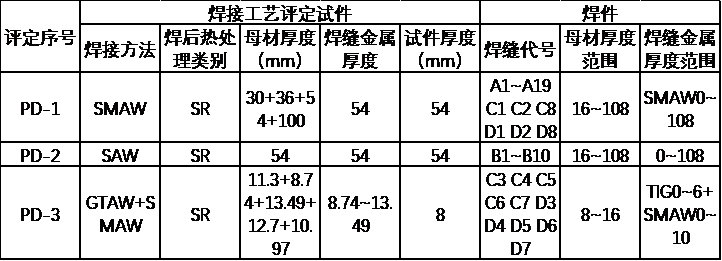
2.4焊接工艺评定清单
根据焊接工艺评定标准,将分类的焊缝需要做的评定清单列出如表2-2。
表 2-2 工艺评定清单
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。


