高铬合金铸铁同质材料补焊工艺研究毕业论文
2020-04-08 12:45:15
摘 要
高铬合金铸铁是高碳、高铬的合金白口铸铁,常应用于各种泥沙泵的过流部件,但在铸造过程中经常会出现表面缩孔、缩松、局部脱落等缺陷。针对这种情况可以考虑使用补焊的方法来消除铸件表面的缺陷,但高铬铸铁的焊接性并不好,容易产生焊接裂纹及接头等强性问题。通过选择合适的焊接材料,制定合理的焊接工艺可制备出符合要求的堆焊表面。本文通过控制不同的焊接工艺来研究工艺参数对补焊后试样组织和性能的影响,试验中选用的堆焊材料为北京嘉克新兴科技有限公司生产的ARCFCW9888型药性焊丝,制定了两种焊接工艺,分别为直流、无脉冲、电流为100A的TIG焊和交流、有脉冲、电流为70A的TIG焊。
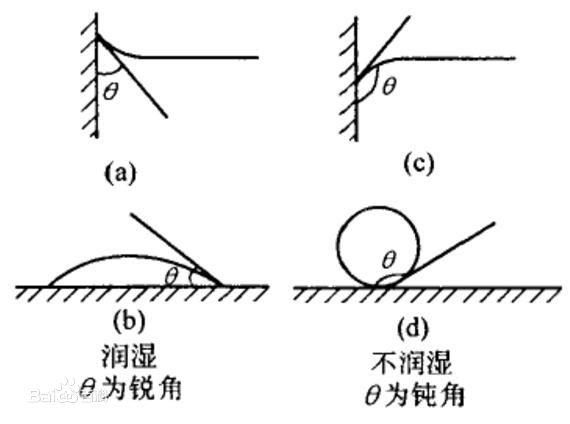
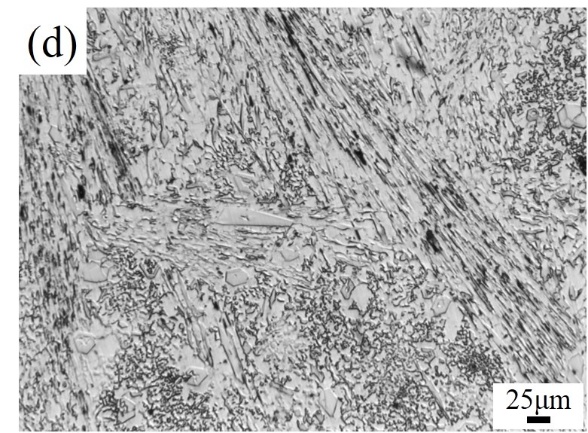
结果表明:第一种焊接工艺,可以保证堆焊材料在母材上形成较好的润湿性,同时也能保证堆焊材料在母材上形成一定的熔深,并形成厚度约为250μm的过渡层。但会产生较大的焊接热量,使得热影响区发生组织淬硬,降低使用要求。第二种焊接工艺,不能保证堆焊层在母材表面形成较好的润湿性,焊接成形性较差,但堆焊层与母材接触的区域达到了冶金结合,能够满足使用要求。
关键词:TIG焊;高铬铸铁;药芯焊芯;补焊工艺
Abstract
High chromium alloy cast iron is an alloy white cast iron with high carbon and high chromium. It is often used in the overflow parts of various sediment pumps. However, the defects of surface shrinkage, shrinkage and partial shedding often occur during the casting process. In this case, the repair welding method can be considered to eliminate the defects on the surface of the castings, but the weld ability of the high chromium cast iron is not good, and it is easy to produce the strength of the welding crack and joint. By selecting suitable welding materials and making reasonable welding procedure, the required surfacing surfaces can be produced. In this paper, the influence of different welding processes on the microstructure and properties of the sample after welding is studied. The welding material used in the test is ARCFCW9888 type ARCFCW9888 welding wire produced by the Beijing Jia Ke New Technology Co., Ltd., and the welding technology is made, which are the TIG welding with the direct current, the pulse free and the current of 100A, respectively. The flow, pulse, and current are 70A TIG welding.
The results show that the first welding process can guarantee the good wettability of the surfacing material on the parent material, and also ensure the welding material to form a certain depth of weld on the parent material, and form a transition layer with a thickness of about 250 mu m. However, larger welding heat will be generated, resulting in hardening of the heat affected zone and lower use requirements. The second welding processes cannot guarantee the good wettability of the surfacing layer on the surface of the parent material, and the welding formability is poor, but the area of the contact between the surfacing layer and the parent material has reached the metallurgical bond, which can meet the requirements of the use.
Key words: TIG welding; high chromium cast iron; flux cored welding core; repair welding process
目录
中文摘要 I
Abstract II
第一章 绪论 1
1.1课题研究目的及意义 1
1.2 国内外研究现状 1
1.2.1 表面堆焊技术 2
1.2.2 激光熔敷技术 2
第二章 试验材料及方法 4
2.1 高铬铸铁 4
2.2 高铬合金铸铁成分及特性 4
2.2.1 高铬合金铸铁成分 4
2.2.2 高铬合金铸铁的特性 6
2.3 试验方法 7
2.3.1 焊剂的选择和焊接方法 7
2.3.2 焊接热处理 7
2.3.3金相试样的制备 8
2.3.4洛式硬度的测量 8
第三章 焊接工艺组织及性能的影响 9
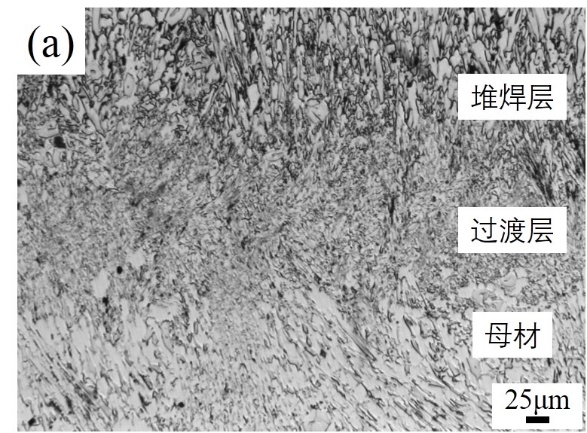
3.1 宏观形貌对比 9
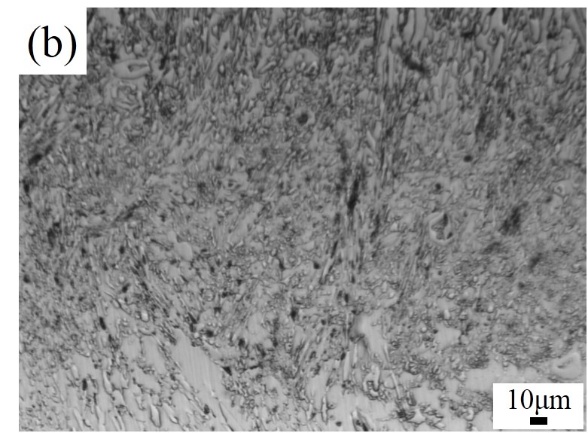
3.2 微观形貌与显微组织 9
3.2.1规范1工艺下的显微组织 10
3.2.2规范2工艺下的显微组织 11
3.3 焊接工艺对界面两侧力学性能差异的影响 12
第四章 结论 14
参考文献 15
致谢 17
第一章 绪论
1.1课题研究目的及意义
高铬铸铁是在普通白口铸铁和镍硬铸铁之后发展起来的第三代耐磨材料,因其具有较高的耐磨性能,被广泛应用于各种要求材料具有高耐磨性的场合。高铬铸铁最突出的特点是基体中密布的碳化物,C、Cr、Fe三种元素可以形成M3C、M23C6、M7C3三种类型的碳化物,组织中分布的碳化物对硬度和耐磨性的提高具有决定性影响。高铬铸铁中的Cr含量一般大于10%,凝固时结晶温度范围宽,且不产生膨胀,凝固收缩大,具有较好的铸造性能 [[1]]。虽然高铬铸铁有着良好的铸造性能,但其在铸造过程中也经常会出现各种各样的缺陷,如砂眼、缺肉、裂纹等。这对于要求较高的铸件,特别是大型铸件和出口铸件来说是不能接受的。在不影响铸件的使用情况下,对铸件进行适量和适当的表而修复是有必要和可能的 [[2]]。
高铬铸铁的表面修复工艺可以分为两类。一是使用修补胶或修补膏。这种方法的优点在于过程简单,同时不会破坏基体组织,但是痕迹明显而且修补的部分的性能在硬度和耐磨性上和原材料有很大差距。二是进行补焊。这种方法与第一种相比痕迹不会过于明显同时修补的部分和基体组织之间的硬度和耐磨性差距可以降到最小,缺点是操作过程难度较大,由于高铬铸铁塑性较差,一般的焊接方法和材料不能用于高铬铸铁的补焊。而且高铬铸铁在焊接时易产生裂纹、白口、淬硬组织。但是采取合理的焊接及热处理工艺,就能成功避免这些现象。基于这些因素,本文通过对高铬铸铁同质材料的补焊工艺的研究,得出了最佳工艺参数,使用此种补焊工艺,可以使高铬铸铁表面达到使用要求。补焊工艺的应用可以降低生产成本,避免资源和人力的浪费。
1.2 国内外研究现状
国外对高铬铸铁合金的研究相关较少,相关研究主要集中在铸镁合金的焊接工艺和焊后材料的性能变化,国内关于对高铬合金铸铁技术的研究理论也不多,任振安等 [[3]]通过正交实验,研究了粘结焊剂中的材料成分对堆焊层的影响,得出当对焊层为含有少量的初生碳化物的共晶组织时,堆焊层硬度最高,耐冲蚀性最好;冯卫红等 [[4]]通过改变焊条成分、控制焊接工艺和调整热处理工艺,成功对有表面缺陷的工件进行了补焊,取得了满意的效果。王艳等 [[5]]在Q235上堆焊D938强化型高铬铸铁堆焊焊条,通过对堆焊工艺、堆焊层组织、硬度的研究和分析,发现通过选择合适的焊接电流、控制堆焊层温度、预热和焊后缓冷,可以得到耐磨抗裂的堆焊层。
1.2.1 表面堆焊技术
表面堆焊技术可以产生强大的冶金效果,堆焊覆层和基体之间能形成良好的结合,防止堆焊层剥落和分离 [[6]]。表面堆焊技术可以使用广泛的熔敷材料来获得堆焊层所需的性能,堆焊层的厚度可以根据设计的尺寸进行控制。覆层厚度一般都大于1 mm [[7]]。随着高能束热源的出现,表面堆焊技术的适用性和生产率得到显着改善。
表面堆焊技术一般采用手工电弧焊,二氧化碳气体保护焊,氩弧焊和等离子堆焊技术。堆焊层的厚度和稀释率接近0.5-10.0 mm和10-50 %,表面堆焊技术主要集中在堆焊层耐磨性的研究中 [[8]]。Kohopää [[9]]等人采用金属电弧焊在H13和DIN X40CrMoV51耐高温工具钢上制备了钴基和镍基堆焊层。研究表明:与H13工具钢在高温下耐磨性相比,堆焊层表面的镍基和钴基高温合金的试样磨损量显著减少。在堆焊层厚度和稀释率上,二氧化碳气体保护焊,氩弧焊和等离子堆焊技术的稀释率要小于手工电弧焊技术。因此,最近的研究主要集中在氩弧焊和等离子堆焊工艺上。Aouken 等人采用氩弧焊和等离子堆焊工艺在钢板上堆焊钴基,镍基和铁基合金堆焊层,研究了表面堆焊层的耐磨损性能。结果表明,由铁基和钴基高温合金制备的堆焊层具有极好的耐磨性能。Kashani [[10]]等人使用氩弧焊技术在H11工具钢板上堆焊Stellite21和Inconel 625合金粉末,并研究堆焊层的磨损特性。实验在室温和550 ℃下,通过销盘式摩擦仪进行滑动磨损实验。研究表明:Inconel625,Stellite21堆焊覆层的磨损量比H11钢小得多。Kim [[11]]等人研究表明:减少堆焊层的稀释率可以提高堆焊层的硬度,并且认为适当的稀释率应接近10-15 %,当稀释率低于10 %时,覆层可能出现连接问题。此外,在堆焊前预热可以防止堆焊时出现收缩,变形和裂纹。
1.2.2 激光熔敷技术
激光熔敷技术的特点是稀释度低,工件变形小,热影响区窄,晶粒组织细小。激光熔敷技术主要使用粉末或线材形式的材料。送丝一般是首选,因为部件的制造会涉及到连续的沉积过程。在送丝时,丝线始终处于直接与基板上的熔池接触状态。粉末进料的主要优点是在材料沉积过程中具有更好的灵活性和精确控制。粉末喷射主要有三种方式:(1)离轴粉末喷射;(2)连续同轴粉末注射;(3)不连续同轴粉末注射。目前激光上常用的粉末的材料为Ni基,Co基和Fe基粉末。CJ Chen [[12]]等人采用激光熔覆技术在H13热作模具钢上制备了NiCrBSi/WC涂层,覆层无空隙和裂纹,测得的硬度范围为732-874 HV,耐磨性是H13钢的2至3倍。PrakashKattire [[13]]等人将 CPM9V高速钢粉末沉积在H13工具钢板上用于模具表面的修复。覆层中产生的压缩残余应力能够阻碍裂纹扩展,从而延长模具寿命。Na-Ra Park1 [[14]] 等人采用激光熔敷技术将Stellite6和NOREM02高温合金沉积到SKD61热加工工具钢上。结果表明激光熔敷自熔性合金能够提高热作模具的热疲劳性能。在所有测试样品中,通过激光熔敷Co基(Co50)合金具有最佳的耐热疲劳性。QH Yang [[15]]为了获得高性能激光熔敷层,延长模具的使用寿命,采用激光熔敷技术在H13钢表面制备了Ni-WC和Ni-SiC激光熔覆层。结果表明,制备的涂层非常致密,复合涂层的磨损损失量减少到基体材料的1/4左右。但是由于激光熔敷所用的激光发生器价格昂贵并且加工效率低,制备的裂纹容易出现开裂,限制了它的工业化应用。
第二章 试验材料及方法
2.1 高铬铸铁
高铬白口抗磨铸铁(以下简称高铬铸铁)是目前特别受到重视的材料,其具有优秀的性能。在耐磨性上,它比合金钢高得多;在韧性和强度上,它又比一般白口铸铁高得多;与此同时,高铬铸铁对高温和腐蚀的抗性也十分优秀,而且高铬铸铁的生产成本也比较低,生产过程比较简单,在拥有这些优势的情况下成为了良好的抗磨损材料之一。高铬铸铁的铬含量在百分之十到三十、含碳量一般在2.0%~3.6%,基体中的碳化物主要为块状和颗粒状的(Cr、Fe)7C3型碳化物,而基体则为连续的马氏体或奥氏体相,其耐磨性和韧性相对普通白口铸铁更好 [[16]]。最早的高铬铸铁的专利出现在1917年。
高铬铸铁根据组织形态可以分为共晶高铬铸铁、亚共晶高铬铸铁、过共晶高铬铸铁三种。亚共晶高铬铸铁的室温组织为:奥氏体 共晶组织;过共晶高铬铸铁的室温组织为:初生碳化物(主要为块状M7C3型) 共晶组织。共晶高铬铸铁及亚共晶、过共晶高铬铸铁中的共晶组织为:M7C3型碳化物 奥氏体。亚共晶和共晶高铬铸铁由于优异的综合性能,应用范围较广,过共晶高铬铸铁由于基体中大量的碳化物,使得其在恶劣工况下显示出优异的耐磨性,但由于碳化物数量较多,韧性是三种铸铁中最差的。
2.2 高铬合金铸铁成分及特性
2.2.1 高铬合金铸铁成分
高铬铸铁可以与其他合金组成复合硬质相,一下介绍高铬铸铁内含有的元素以及其的作用:
碳:碳元素是高铬铸铁中不可或缺的元素,对高铬铸铁的影响主要为:随着C含量的增加,基体中的碳化物数量增加。具体的力学和显微性能影响因高铬铸铁类型的不同而略有差异。暨南大学的杨诚凯等 [[17]]对过共晶高铬铸铁中C含量的变化进行了研究,发现,随着C含量增加,基体中初生碳化物的尺寸和数量都呈现出明显的增长趋势,使得铸铁的硬度得到提高;同时碳化物的数量增加对基体的割裂作用增强,使得冲击韧性下降;而碳化物尺寸和数量的增加使得在低载荷磨损下铸铁耐磨性提高,但在高载荷作用下耐磨性下降。福州大学的郑中甫等 [[18]]则对亚共晶高铬铸铁中C含量的变化进行了研究,发现,随着C含量的增加,基体中共晶碳化物的数量增加,硬度上升;但当C含量gt;2.7%,过多碳化物的形成降低了基体中合金元素的含量,使得合金元素对基体的固溶强化作用减弱,降低了基体的硬度从而使得总体硬度也发生下降;共晶碳化物数量的增加对基体的割裂作用加剧,冲击韧性则一直呈现下降趋势;而共晶碳化物的增加能有效阻止硬质磨粒的磨粒磨损破坏,耐磨性能呈现上升趋势。
铬:铬在高铬铸铁中有两种作用,一是与C形成碳化物,主要的Cr元素都以碳化物形式存在于基体,当高铬铸铁中铬元素的含量gt;10%时,碳化物主要形成M7C3型碳化物,可以极大提升铸铁的硬度、耐蚀性,但当铬含量gt;25%时,易形成粗大的初生碳化物,使得基体中的碳含量降低,从而降低了整体的硬度;二是溶于奥氏体中,稳定基体,并使冷却曲线右移提高奥氏体的淬透性,淬透性随着Cr/C比值的增加而提高,一般选用的高铬铸铁Cr/C比为4~10;此外,铬元素可以降低基体与碳化物之间的电位差,减缓铸铁的腐蚀磨损,提高耐腐蚀性。
钒、钛:钛能够细化高铬铸铁中的晶粒,其碳化物TiC的硬度、耐磨性很高,但是钛含量过高时,容易导致高熔点硬质相的增加及粗大,这种情况下不会细化晶粒,会导致合金析出碳化物,降低高铬铸铁的硬度和韧性。高铬铸铁的淬透性随着Cr/C比值的增加而提高,一般选用的高铬铸铁Cr/C比为4~10,Ti与Mn同时添加可以显著提高淬透性,使合金铸铁硬度、韧性增加。当Ti含量为0.6%时,HRC达到最大值而冲击韧性也随V含量的增加而增加,当达到0.8%时,达到极值,加入量略高时,冲击韧性又开始降低。故将其含量控制在0.6-0.8%之间。
硅、锰:硅在高铬合金铸铁中的含量是严格控制的元素,硅溶入基体中,降低了碳在奥氏体中的溶解度,由于硅溶入奥氏体中,使得多余的C又和Cr形成共晶碳化物,降低了Cr在奥氏体中的溶解度,使奥氏体变得不稳定,有促使奥氏体向屈氏体转变的可能性。因此,硅是一种降低淬透性元素,故Si的含量通常应小于0.8%,相关研究发现,向铸铁中加入1.3%的Si,共晶碳化物的网状结构被破坏,铸态和热处理后的断裂韧性都得到了提高 [[19]]。
锰:锰元素能提高合金的淬透性,少量的Mn就能显著地抑制组织中珠光体的形成。华中科技大学的段汉桥 [[20]]研究发现,奥氏体转变温度与Mn含量成负相关,奥氏体相区的面积与Mn含量成正相关,提高Mn含量可以抑制奥氏体向珠光体转变,增加奥氏体的稳定性。锰含量增加,会导致铸态硬度和抗弯强度下降,而对组织中的碳化物几乎没有影响。
稀土:稀土在铸铁生产过程中吸引氧元素和硫元素,少量稀土元素可以对铁液产生稀释作用。稀土元素会聚集在合金中的碳化物成长方向上,组织碳化物的长大,抑制碳化物的聚合,导致碳化物的形成比较均匀和分散,使得其他元素能够较为均匀的形成氮和碳的化合物。稀土元素抑制晶粒的成长,使得碳化物更容易形核,促进晶粒的细化。在合金中添加适当的稀土变质剂可以细化高铬合金铸铁的基体组织,使碳化物不能形成条状碳化物而是块状碳化物,使合金的冲击韧度极大提升,与此同时还会提升合金的硬度以及耐磨性。但是稀土元素的添加不能过量,太多会导致合金形成杂志,降低强度和韧性。加入稀土应控制在0.05%到0.1%。
2.2.2 高铬合金铸铁的特性
高铬铸铁具有良好的耐磨性,由于高铬铸铁合金含量较高,韧性及可焊性都较差。高铬铸铁的焊接过程一般要求工件预热温度在500℃以上。在高歌铸铁的焊接修复实验中分析实验的条件,合金需要有较高的耐磨性,这就导致焊前热处理过程的温度不能采用500℃。如果焊前热处理采用太高的预热温度,会导致不能进行堆焊实验,而且合金冷却速度会过慢,降低堆焊层的性能。
目前世界上的高铬铸铁的铬含量在百分之十二到百分之二十八之间,普遍为亚共晶组织,因为过共晶组织较为粗大会影响高铬铸铁的性能,使高铬铸铁在铸造以及热处理过程中容易产生裂纹,破坏合金组织的韧性以及耐磨性。因此在合金的亚共晶组织中基体的相应该是连续相,合金中的共晶碳化物应该是不连续相。(Cr,Fe)7C3型碳化物为杆状或者条状,其硬度较高(HV1300-1800)。高铬铸铁与普通的百口铸铁相比具有更高的硬度和耐磨性。[[21]]。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。


