手机芯片拉伸式屏蔽罩的模具设计毕业论文
2020-04-08 13:22:43
摘 要
目前,冲压模具在现代工业生产中占据着越来越重要的地位,它是工业生产中最重要的工艺设备,同时在高新技术产业中起着决定性作用。模具在工业生产的工作中具有操作简单、生产效率高、产品质量高稳定性好、工艺适应性好等优点。而且在目前的手机生产市场,对手机内部屏蔽件的精度质量要求也越来越高,所以提高屏蔽件冲压模具的精度显得尤为重要。本文主要就是介绍一款手机芯片屏蔽罩的模具设计过程:通过分析屏蔽罩的结构来进行工艺分析,确定冲裁方案;通过理论计算设计各个零件,绘制二维图;然后用三维软件进行绘图和装配;最后在进行金属变形的仿真,校核模具设计的正确性和合理性。
关键词:冲压模具;屏蔽罩;设计;校核
Abctract
At present, the stamping die plays an increasingly important role in modern industrial production, it is the most important technological equipment in the industrial production, and also the key component of the high-tech industry. The mould has the advantages of simple operation, high production efficiency, good stability of product quality and good process adaptability. Moreover, in the current mobile phone manufacturing market, the quality requirements of the internal shielding parts of mobile phones are becoming higher and higher, so it is very important to improve the precision of the stamping die. This paper mainly introduces the die design process of a cell phone chip mask. The process analysis is made by analyzing the structure of the shielding part, and the blanking scheme is determined. Design each part through theoretical calculation, draw two dimensional picture; Then the 3d software is used for drawing and assembly. Finally, the simulation of metal deformation is carried out, and the correctness and rationality of the design of the check mould are verified.
Key words: Stamping die;Abschirmblech;design;check
目 录
摘 要 I
第1章 绪论 1
1.1 选题目的及意义 1
1.2 国内研究现状 1
1.3 国外研究现状 1
1.4 设计的基本内容 2
1.5 采用的技术方案及措施 2
第2章 手机芯片拉伸式屏蔽罩的模具设计 3
2.1 设计任务 3
2.2 产品的工艺性分析 4
2.2.1 确定合理的冲裁方案 4
2.2.2 确定模具类型 6
2.3 必要的工艺计算 6
2.3.1 展开尺寸计算 6
2.3.2 冲裁部分凸、凹模刃口尺寸的计算 8
2.3.3 拉伸次数的确定 9
2.3.4 排样设计与材料利用率的计算 9
2.3.5 冲压力的计算 10
2.4 模具的总体设计 12
2.4.1 模具的类型 12
2.4.2 模具定位方式的选择 12
2.4.3 送料与出件方式 12
2.4.4 模具工作零件设计 12
2.4.5 模具的模板设计 21
2.4.6 其他工作零件的设计 33
2.5 模具装配 34
第3章 基于DEFORM的手机芯片拉伸式屏蔽罩的冲压成型分析 38
3.1 关于DEFORM软件的介绍 38
3.2 基于DEFORM的一次拉伸验证分析 38
3.2.1 建立模型 38
3.2.2 坯料的网格划分 39
3.2.3 坯料的材料选择和冲压条件设定 39
3.2.4 模拟运动控制的设定 40
3.2.5 模拟结果分析 40
3.3 基于DEFORM的三次拉伸验证分析 42
3.3.1 第一次拉伸后的结果分析 42
3.3.2 第二次拉伸的验证分析 43
3.3.3 第三次拉伸的验证分析 44
3.4 分析总结 45
第4章 总结 46
参考文献 47
致谢 48
第1章 绪论
1.1 选题目的及意义
在快速发展的今天,模具生产被广泛应用于汽车、飞机、火箭、手机、电脑、家用电器等一系列领域,它具有生产效率高、操作简便、产品质量高、稳定性好等优点,所以模具生产在工业市场中占据着越来越重要的地位。虽然我国在模具生产制造方面取得了显著成绩,但相对于西方发达国家来说还是有着不少的差距,他们的模具有高于我们的模具寿命,高材料利用率,高精度和高质量,交货周期短等优点[1]。就比如手机芯片屏蔽件的模具,为了生产一件产品需要经历模具开发、制造、组装、调试等步骤,主要的是在组装和调试的时候会花费大量的时间,因为绝大多数车间都是用的试错法,工人们凭借着经验在一次次的调试之后才能生产出合格的产品。
本次设计就是设计一款手机芯片屏蔽罩的模具,主要是让自己对在大学四年所学的知识有一个熟练的运用,培养自己查阅手册、使用软件、独立思考和创新的能力,将所学的理论知识运用到实际过程中,锻炼自己的动手能力。且之前在深圳长盈精密模具开发部实习过一段时间,让我对手机屏蔽件的模具有一定的了解,这可以对我本次的设计有很大的帮助。
1.2 国内研究现状
改革开放至今,我国的模具行业一直处于快速发展的阶段[2]。在国家的大力支持和引导下,我国的模具生产制造取得了不错的成绩,模具生产制造企业也越来越多,其中不只是国有企业,独自企业、合资企业等模具生产制造企业也得到了不错的发展。现在绝大多数的企业都把发展重心集中在技术层面上,因为只有技术才能够真正促使企业的发展。像二维软件cad的普及,proe、ug等三维软件的使用到普及,这些都能帮助企业生产出更好的模具。经过多年的努力,我国在CAD、CAE、CAM技术方面取得了不少的成就。模具的质量、精度都在不断提高,生产周期也在不断缩短。这些都表示着我国逐步在靠近装备大国的方向。但是无法避免的是,我国的生产制造水平与工业大国之间仍有着不小的差距。
1.3 国外研究现状
现在日本、德国等发达国家是冷冲压模具设计的工业大国[2]。他们所生产的模具具有优于我们的模具寿命,高材料利用率,高精度和产品质量,他们还具备着比较先进的生产管理技术及经验。在这些发达国家中,他们生产模具时已经普遍运用了CAD、CAE、CAM技术,设计模具时不仅有二维图纸,还有三维模型,设计完了之后会进行仿真,查看并预测可能出现问题的地方,然后作出相应的修改,这样就可以在设计方面设计出合格的模具。不仅是设计,还有制造方面,发达国家具有更先进的制造技术,精度和质量我国暂时还无法和他们相抗衡,这就导致我国的模具相比于他们还有不少的差距。
1.4 设计的基本内容
本次设计的主要内容是设计一款手机芯片屏蔽罩的模具,这款屏蔽罩属于拉伸式屏蔽罩,通过对产品的分析,大概的冲压工序可分为拉伸、冲孔、印花和落料。在设计过程中主要有以下几点内容:①先确定冲裁方案 ②用所学的理论知识设计各个参数,然后按照选定的冲裁方案的冲裁顺序逐个设计冲裁零件 ③设计各个零件及模具的整体部分 ④设计完之后用ug软件绘出三维模型 ⑤画模具总装图 ⑥用软件进行冲压仿真进行模拟分析,看看材料的变形情况,分析完之后如果有不合理的地方再进行改进,直至模具设计更加的合理。
1.5 采用的技术方案及措施
完成本次设计主要是先对产品进行分析确定大概工序,然后进行理论分析,设计出大体的方案,然后再用软件绘出三维模型并通过仿真来验证设计的合理性并加以改进,最后设计出一整套完整的模具。
第2章 手机芯片拉伸式屏蔽罩的模具设计
2.1 设计任务
产品名称:手机芯片拉伸式屏蔽罩
产品材料:洋白铜
材料厚度:0.15mm
生产批量:大批量生产
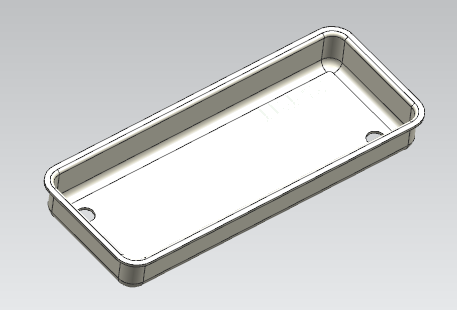
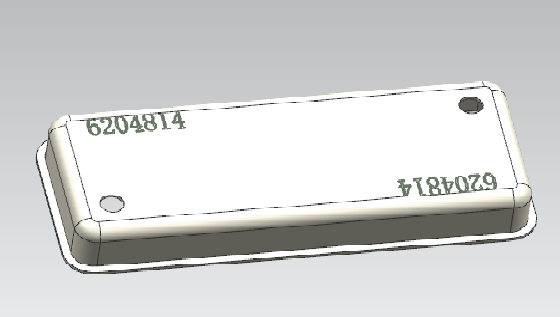
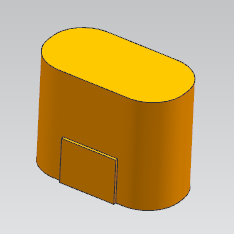
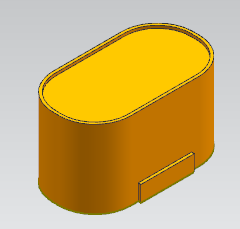
图2.1 产品三维图
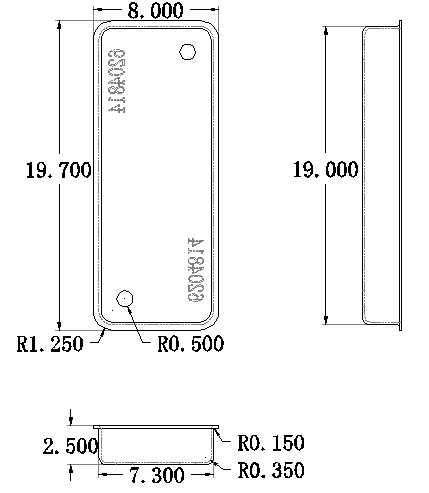
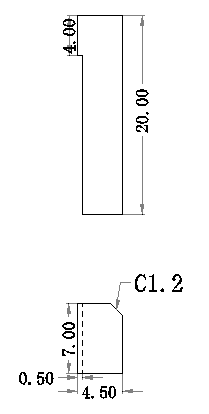
图2.2 产品二维图
2.2 产品的工艺性分析
该产品是一款手机芯片的拉伸式屏蔽罩,具有良好的屏蔽效果。它的材料是洋白铜,具有较高的拉伸强度和硬度,相对于其他铜合金来说洋白铜的延展性更好,广泛用于冷冲压生产中[3]。相对来说这种材料属于软料,适合拉伸,可以作为本屏蔽盖的制造材料。
从结构上来看,本产品有凹槽、编号、孔、圆角特征,结构简单。
从尺寸上来看,本产品料厚0.15mm,长宽高为19.7mm*8.0mm*2.5mm,平面度必须控制在0.1mm之内,长度公差为±0.1mm,高度公差为±0.05mm。
综上所述,该屏蔽件比较容易拉伸,适合冲压,且冲压性能较好;公差等级不算高,普通冲压就可以满足精度要求。
2.2.1 确定合理的冲裁方案
产品成型思路的展开分析
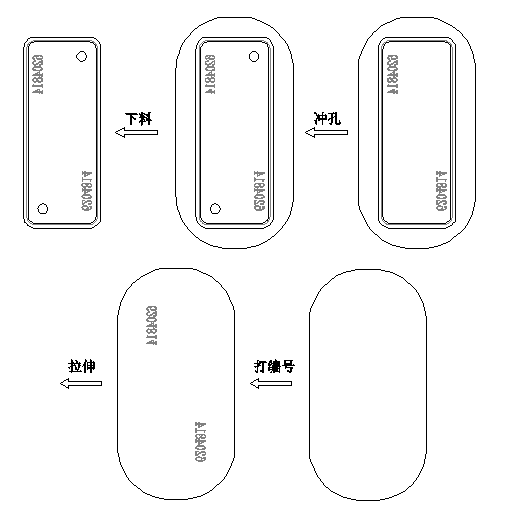
图2.3 产品展开
如图2.3所示,产品可按照打编号、拉伸、冲孔、下料来展开,当然除了这种展开方式之外,还有其他的展开方式。将以上这种冲裁方案命为方案一:打编号-刺破-拉伸-冲孔-下料
方案二:刺破-拉伸-打编号-冲孔-下料(打编号和冲孔可互换)
方案三:冲孔-刺破-拉伸-打编号-下料
这三种方案相比来看方案一和方案二差别不大,因为本产品对于编号的位置要求不高,放在拉伸之前和拉伸之后没什么影响。但是相比方案三就不行了,该产品孔的位置精度对于这个产品来说是很重要的,由于在拉伸的时候材料会产生大量的变形,这时如果把冲孔放在拉伸之前,必然会影响孔的相对位置,这样的产品肯定是不符合要求的,但是冲孔放在拉伸之后就能够保证零件孔的位置精度,也就保证了整个产品的精度要求。本次设计选用的冲裁方案为方案一。
2.2.2 确定模具类型
根据采用的冲裁方案,选择采用多工位级进模来进行生产,因为级进模可以在压力机的一次行程下完成多道工序,这种生产方式具有很高的生产效率,适合大批量生产。且操作简单,易于自动化[4]。在深圳长盈精密实习的时候车间里也主要用的是级进模生产。
2.3 必要的工艺计算
2.3.1 展开尺寸计算
该产品属于盒型拉伸件,查表[5]得盒型件第一次拉伸所能达到的最大相对高度H/B为0.75mm,而本产品的高H=2.5mm,短边长度B=8mm,H/B=2.5/8=0.31˂0.75,所以该产品从拉伸深度上来讲可以一次拉伸成型,属于低盒型件。
低盒型件的毛坯展开计算可以分为两部分来计算,直边部分按简单的弯曲变形展开计算和圆角部分的圆筒拉伸计算,然后用光滑的曲线修正一下就得到了展开的毛坯[6]。
①直边部分按照弯曲变形展开计算
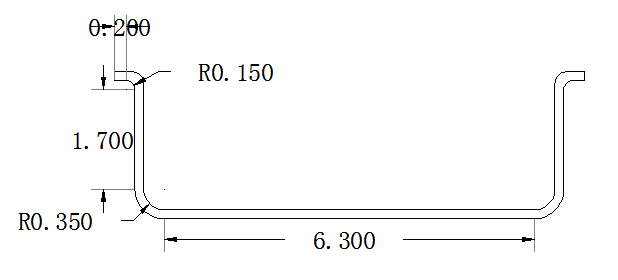
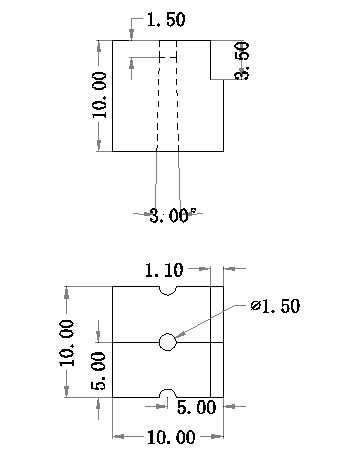
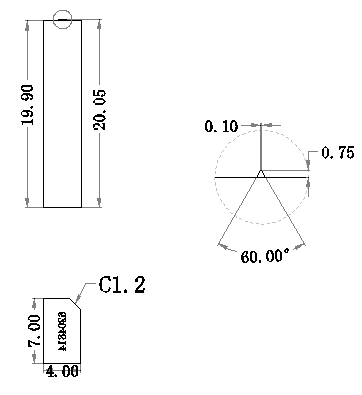
图2.4 产品截面图
同理,在长度方向的计算和宽度方向的一致。
②圆角部分按照圆筒形拉伸件展开
展开的毛坯半径
(其中字符代表的含义见图2.5)
然后用一个半径为5.5mm的圆去拟合,如图2.6所示。展开后的毛坯尺寸见图2.7所示。
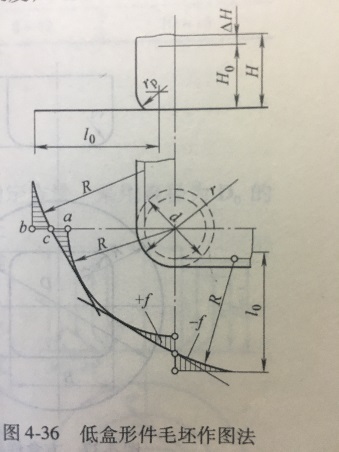
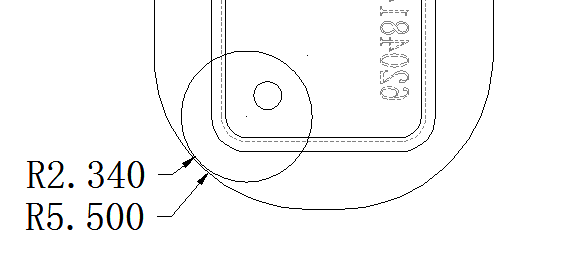
图2.5 图2.6
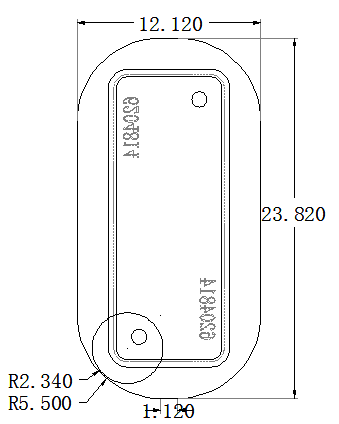
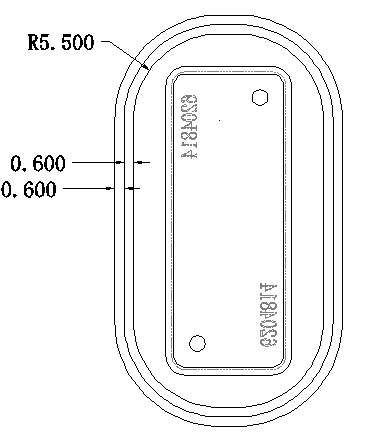
图2.7 图2.8
查盒形件的修边余量表[5]取△h=0.6mm,由于拉伸件材料会有大量的金属变形,为了避免料带产生变形影响冲压,需要进行刺破,相当于冲压件部分与料带之间有丝连结,如图2.8所示,刺破区宽度也取0.6mm。
2.3.2 冲裁部分凸、凹模刃口尺寸的计算
① 冲孔
由于产品上的孔只是简单的圆形,直径,所以采用的是凸模与凹模分别加工的方法,先确定基准件凸模的刃口尺寸dp,然后加上Zmin就是凹模的刃口尺寸了。
mm
mm
式中:dp、dd——冲孔凸、凹模刃口尺寸
d——孔的公称直径
△——孔的公差
Zmin——最小合理间隙
、——凸、凹模的制造公差
X△——磨损量,其中x为磨损系数,查文献[7]取x=0.75
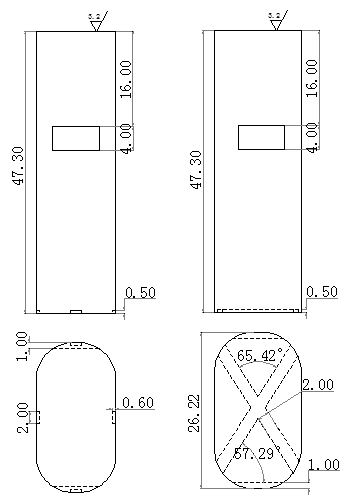
② 落料
落料件为矩形,采用凸模与凹模配合加工的方法,即以凹模为基准件,然后配做凸模。落料件的外周尺寸都属于A类尺寸,即变大的尺寸,如图2.9所示,计算如下:
式中:、、——凹模的刃口尺寸
a、b、c——工件的公称尺寸
△——工件的公差
X——磨损系数,同上一样,取x=0.75
——凹模制造公差,=△/4
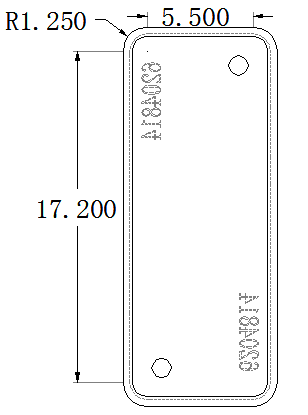
图2.9
2.3.3 拉伸次数的确定
前面已经提到,该产品从拉伸深度上来看一次拉伸即可满足要求,但是由于该产品底部和侧边上部分都有圆角,且圆角半径比较小,所以为了避免拉伸时圆角部分出现拉破,需要进行多次拉伸或增加整形工序。查文献[7]可知,对于拉伸件的拉伸,为使拉伸顺利地进行,一般取凸模圆角半径,凹模圆角半径,但本产品底部圆角半径为0.35mm,上面圆角半径为0.15mm,不符合要求,所以要进行多次拉伸,这里大概分为三次拉伸即可,第一次拉伸取凸模圆角半径为0.7mm,凹模圆角半径为0.5mm;以后各次拉伸时,圆角半径逐步减小,:所以第二次取凸模圆角半径为0.5mm,凹模圆角半径为0.3mm;第三次去凸模圆角半径为0.35mm,凹模圆角半径为0.15mm。
2.3.4 排样设计与材料利用率的计算
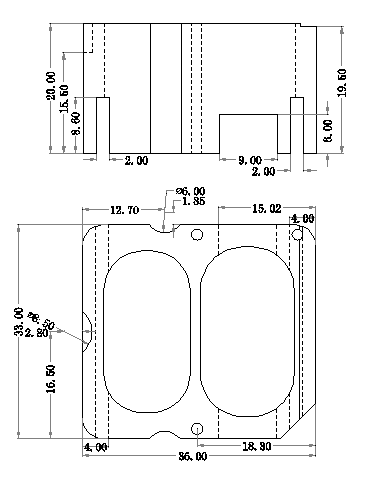
查冲压设计手册[7]取搭边值侧边a=2.86,工件间a1=2.34,所以条料宽度为b=26.22 2a △=32.34mm(其中△为条料宽度偏差,查表取△=0.4mm),取b=33mm即可,由于本产品属于拉伸件,所以工件间间距可以不用去a1值,步距选择15.5mm即可满足要求。见下图2.10所示:
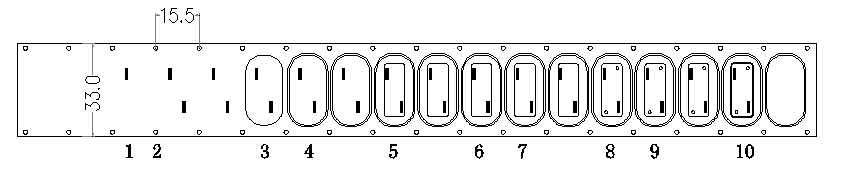
图2.10 料带排样图
如排样图所示,整个冲压过程可分为九个工序。第一个工序是进行打编号,因为本产品对于编号位置没有特别的要求;第二个工序是打定位孔,保证条料的精确送进;第三四个工序是进行刺破,冲出一个宽0.6mm的料条来是工件部分变形不影响料带的变形;第五六七个工序是三步拉伸,第二三次拉伸不改变产品的拉伸深度,只改变R角,第一次拉伸的两个R角为0.7mm和0.5mm,第二次拉伸的两个R角为0.5mm和0.3mm,第三次拉伸的两个R角为0.35mm和0.15mm;第八个工序是冲零件孔;第九个工序是调产品的平面度,保证屏蔽件的底部和凸缘部分的平面度在0.1mm以内;第十步是落料工序,将冲压完成的屏蔽件从料带上切除并从下模的孔里面落出。
由产品的毛坯展开图可计算出毛坯面积A=262.73mm2,一个步距料带的面积
,
所以材料利用率
2.3.5 冲压力的计算
由于本次设计的所有工序中包括了冲裁和拉伸部分,所以计算冲压力的时候需要将冲裁力和拉伸力加起来才能算是整个模具所需要的冲压力。
① 冲裁时的冲压力计算
冲裁力部分可分为几部分,冲定位孔、两次刺破、冲零件孔、落料和剪废料。冲裁力的计算公式[7]为:
式中:F——冲裁力(N)
L——零件的剪切周长(mm)
t——材料厚度(mm)
——材料抗剪强度(MPa)
K——系数
查文献[8]可知洋白铜的抗剪强度=240MPa,系数K=1.3
冲定位孔:
刺破1:
刺破2:
冲零件孔:
落料:
剪废料:
卸料力和推件力的计算公式[6]:
式中:F——冲裁力(N)
、——分别为卸料力和推件力系数
n——凹模孔冲同时卡有的工件数
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。


