基于机器视觉的USB插头缺陷检测毕业论文
2020-04-09 15:31:54
摘 要
在社会高速发展的今天,自动化已广泛应用于各个领域:自动化工厂、全自动化生产车间等领域。这大大提高了生产效率,释放了劳动力。但对于USB表面的缺陷检测因其复杂缺陷检测难度大,所以目前仍然以人工检测为主,人工检测的缺点也很显著:肉眼识别检测效率低,缺陷判断的主观性强,长时间劳动易对眼睛造成伤害,成本高。所以基于目前的检测现状,研究一种高效、自动化的检测技术既能大幅度提高检测效率,又能解放人工劳动力。本篇论文采用基于机器视觉的USB插头缺陷检测技术,通过对USB插头表面进行图像采集,对图像进行预处理,再利用HALCON仿真软件对图像进行深度处理,最终识别USB插头的表面缺陷检测。本文还会对HALCON软件进行相关介绍,并针对图像处理的相关算法进行说明。
关键词:机器视觉,缺陷检测,HALCON,滤波器 ,形态学
ABSTRACT
With the rapid development of society, automation has been widely used in various fields:Automated factory, fully automated production workshop. This has greatly increased production efficiency and released labor. However, the defect detection of USB surface is difficult to detect because of its complex defects. Therefore, it has been detected manually, and the shortcomings of manual detection are also significant.Such as the detection efficiency of naked eye recognition is low, subjectivity of defect judgment is strong, long-time labor is easy to cause harm to human eyes, and the cost is high. Therefore, based on the current detection status, researching an efficient, automated detection technology can not only greatly improve the detection efficiency, but also liberate the artificial labor force. In this thesis, the USB plug defect detection technology based on machine vision is used to image the surface of the USB plug to preprocess the image, and then HALCON simulation software is used to process the image in depth. Finally, the surface defect detection of the USB plug is recognized. This article will also introduce the HALCON software and describe the relevant algorithms for image processing.
Keywords: machine vision, defect detection, HALCON, filter, morphology
目录
1绪论 1
1.1研究背景及目的 1
1.2常用检测方法介绍 2
1.2.1漏磁检测法 2
1.2.2红外线检测技术 3
1.2.3涡流检测法 4
1.2.4目测法 4
1.2.5机器视觉检测法 5
1.3课题任务 5
1.4论文结构概述 6
2系统整体结构 7
2.1系统组成 7
2.2图像采集系统 8
2.2.1照明系统 8
2.2.2采集平台 8
2.3图像分析系统 10
3仿真软件的选取 11
3.1 HALCON的介绍 11
3.2仿真软件的对比 13
4表面缺陷提取算法的研究 16
4.1图像预处理 16
4.1.1剪切 16
4.1.2二值化 16
4.1.3滤波 18
4.2缺陷提取 21
4.3形态学处理 22
5实验结果分析 25
6课题总结 27
致谢 28
参考文献 29
1绪论
1.1研究背景及目的
在高速发展的今天,自动化以应用于广大生产领域,但对于USB表面的缺陷检测因其复杂缺陷检测难度大,所以目前仍然以人工检测为主,而人工检测存在很多问题:首先,人工检测存在一种主观性判断的过程,对于每种缺陷属于何种类型是人为的主管判断,没有一个统一的标准;其次,人工检测的成本高,检测效率低,不适应当前的生产需求;最后,人工检测的高强度作业对于人的视力会造成伤害。所以,需要研究一种自动化的检测手段来满足生产效率日以提高的要求。
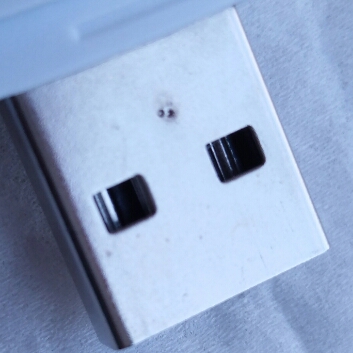
USB插头分为塑料部分和金属部分如图1.1,对于USB抽头的金属部分,一旦产生缺陷部分,一方面会对USB的性能产生一定的影响,另一方面对于产品的外观会大打折扣,影响产品的销售。尤其是对于产品要求严格的厂家会更加注重对缺陷产品的检测。

图1.1 USB插头结构
对于USB插头的表面,一般存在如图1.2所示的三种缺陷,每种缺陷的特点各不相同,所以在检测过程中如何区分不同类型的缺陷至关重要,可能对于人工检测的方法经过一段时间的培训和经验的积累可以区分开,但对于一个USB插头表面存在多种类型的缺陷,就不容易高效的区分开。所以本课题将介绍一种能自动识别多种缺陷,并检测出缺陷的位置,将缺陷处标记出来。


(a)划痕 (b)孔洞 (c)磨伤
图1.2 USB插头表面缺陷类型
根据以上要求,本文提出一种基于机器视觉的表面检测方法。基于机器视觉的表面检测法从二十世纪后期发展至今以广泛用于医药[1][2]、材料[3][4]、光学器件[5]、机械[6]、铁轨[7]等各个领域。饶秀勤教授还利用机器视觉的方法对水果品质进行实时检测[8],M.Z. Abdullah等人也对鲜切芒果利用机器视觉的方法进行品质检测[9]。可以说基于机器视觉的表面检测方法已经利用得相当广泛了,相关技术也发展的比较成熟。机器视觉的最大特点是能够提供自动化的检测手段,并能实现检测人员与检测物体的分离,即保障了检测人员的人身安全,又释放了劳动力,提高了生产效率。
1.2常用检测方法介绍
1.2.1漏磁检测法
漏磁检测技术广泛应用于钢铁产品的无损检测[10]。其检测原理是,利用磁源对被测材料局部磁化,如材料表面存在裂纹或坑点等缺陷,则局部区域的磁导率降低、磁阻增加,磁化场将部分从此区域外泄,从而形成可检验的漏磁信号。在材料内部的磁力线遇到由缺陷产生的铁磁体间断时,磁力线将会发生聚焦或畸变,这一畸变扩散到材料本身之外,即形成可检测的磁场信号。采用磁敏元件检测漏磁场便可得到有关缺陷信息。因此,漏磁检测以磁敏电子装置与磁化设备组成检测传感器,将漏磁场转变为电信号提供给二次仪表。 在漏磁检测探头的脉冲激励下,被检测的物体达到局部的磁饱和状态,因为被检测的物体表面存在一定缺陷,这些缺陷形成了不连续的几何体,所以缺陷部位的磁场会泄露到被检测物体的上方,传感器通过检测磁场泄漏部位的磁场信号,就能够实现对缺陷区域的检测,再通过对时域响应信号中的信息进行进一步分析,从而实现对缺陷深度的定量检测分析。

图1.3 漏磁检测原理图
漏磁检测法不仅能够检测物体表面缺陷,而且能检测物体内部微小的缺陷;可检测尺寸为5X10mm的微小缺陷;检测成本较低。其缺点是,只能用于金属材料的检测,无法识别缺陷种类。漏磁检测在低温金属材料缺陷检测方面已进入实用阶段。如日本川崎公司千叶厂于1993年开发出在线非金属夹杂物检测装置;日本NKK公司福冈厂于同年研制出一种超高灵敏度的磁敏传感器,用于检测钢板表面缺陷。
1.2.2红外线检测技术
红外线是电磁波的一种,它的波长范围为0.76到1000μm,超出了人的视觉范围。任何温度高于零下273.15摄氏度的物体,都会不断向外界散发红外辐射。根据斯蒂芬—玻尔兹曼定律,单位面积的物体所发射的辐射功率是:
(1.1)
——单位面积辐射功率;
——物体表面发射率;
——斯蒂芬—玻尔兹曼常数
——物体表面温度;
从(1.1)可知,随着物体表面温度逐渐升高,物体单位面积的辐射功率也会逐渐增大。在物体的表面温度和它的辐射率已知固定的情况下,按式(1.1)就可计算出它的辐射功率。同样的,知道了物体的辐射功率,就可以求得物体此时的表面温度
红外线检测[11]是通过高频感应线圈使被检测物体的表面产生感应电流,在集肤效应的作用下,在被测元件表面的缺陷区域产生的感应电流,会导致元件表面单位长度上消耗更多电能,引起被测元件表面局部的温度升高。该温度的升高取决于缺陷的平均深度、线圈工作频率、被测物体的性能、感应线圈宽度、运动速度等因素。当保证其它因素维持在相对稳定的状态时,可以通过检测物体局部升温值来计算缺陷深度,而红外线检测技术就可以检测出物体温度升高值。其缺点是感应电流的穿透深度要小于1 mm,不然检测不到缺陷。利用该技术,挪威Elkem公司于1990年研制出Ther—mOMatic连铸钢坯自动检测系统,日本茨城大学工学部的冈本芳三等在检测板坯试件表面裂纹和微小针孔的实验研究中也利用此法得到较满意的结果。
1.2.3涡流检测法
涡流检测的原理如图1.4,它是以电磁感应为基础建立的一种无损检测方法,涡流检测只适用于导电材料,对于绝缘体,因为不能产生涡流所以不能检测。检测的方法是将待测元件置于带有交变电流的线圈中,此时线圈内及其周围会产生交变磁场,使得元件产生感应交变电流,由于此电流呈旋涡装故称涡流。由于导体自身电导率、磁导率、形状等因素的变化,会导致导体产生的涡流的变化,因此可以利用此现象来检测导体元件的性质表面缺陷。涡流检测主要用于金属制品的快速检测以及大批量零件的缺陷检测、材质分类和硬度测量[12],也可用来测量金属镀层的厚度 。涡流检测也存在一定的缺陷,涡流检测只适用表面及近表面的缺陷检测,涡流检测的结果易受检测元件自身材料以及其他因素的影响,不适合检测形状复杂的材料。
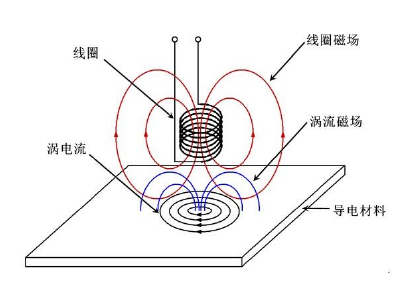
图1.4 涡流检测法原理图
1.2.4目测法
目测法是指经过一段时间的技能培训,通过人工的裸眼来检测缺陷产品,这种办法相当原始,但因其方法简单,应用广泛所以被延用数十年之久,但因为目测法主观性大,检测效率低,影响因素多,所以出于逐渐淘汰的趋势。图1.5为人工检测的工作图

图1.5 人工检测图
1.2.5机器视觉检测法
机器视觉的方法就是利用工业相机或其他取像装置来代替肉眼,通过对采集的图像进行处理,从而检测出物体的表面缺陷[13]。机器视觉的方法能够实现完全的自动化,并且实现了可重复利用的功能,一套机器视觉的检测系统不仅可用于当前的生产线上,还可以用在其他物品的检测上,只需调整相关参数,因此机器视觉检测法能大幅度提高检测效率。机器视觉的方法和采像系统的好坏有关,和图像处理的算法好坏有直接关系。图1.6是机器视觉检测法的工作情况。
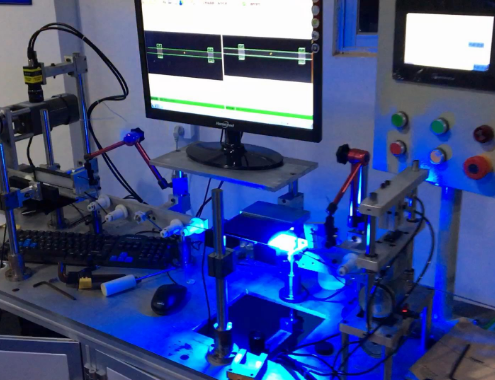
图1.6 机器视觉检测法工作图
1.3课题任务
本课题提出一种基于机器学习的USB抽头表面缺陷检测的方法,因为受限于硬件条件的原因,只能利用有限的资源来实现对表面缺陷的检测。考虑到这些情况,本课题的任务如下:
- 设计一种尽可能避免噪声的图像采集装置。
2.设计一种图像处理算法,实现对USB插头表面缺陷的检测达到最佳效果,并且标记缺陷处所在的位置。
1.4论文结构概述
本文通过对于USB插头的缺陷进行分析,提出一种基于机器学习的USB抽头表面缺陷检测的方法,实现自动识别划痕、孔洞、磨伤三种不同种类的缺陷,并圈定缺陷处。
第2章从整体结构来讲述整个系统组成,首先讲到图像采集系统,通过对比在日光状态和在光源照射状态的图像,从而提出一种为了避免其他光源影响的图像采集装置。其次,讲述了图像处理系统的预处理,滤波,阈值选择,形态学处理各操作和相关函数选择。
第3章通过对比matlab和HALCON两种仿真软件的处理效果,最终选定使用HALCON仿真软件来进行图像处理。本章还对HALCON软件进行了系统的介绍。
第4章是对表面缺陷的提取算法进行系统详细的介绍,并通过对比不同函数的处理效果,来敲定本课题所使用到的函数。
第5章是对实验结果进行分析,并提出其中的不足
第6章是对整个毕设的研究成果和不足进行总结
2系统整体结构
2.1系统组成
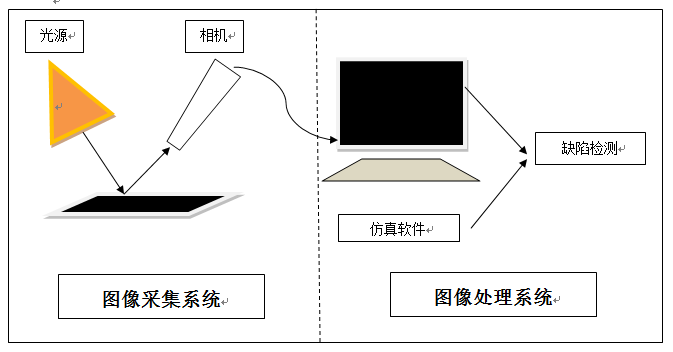
图2.1系统组成
如图2.1所示,机器视觉检测系统主要由两部分组成:图像采集系统、图像处理系统。图像采集系统包括光源、相机、采集装置组成,图像采集的好坏直接影响到后面的图像处理部分。图像处理系统主要是图像采集系统采集的图像传到电脑上,然后利用相应仿真软件对图像进行处理,对图像表面的缺陷部分进行分类,并标记缺陷处,最终完成缺陷检测的工作。下图2.2表示了整个检测系统的工作流程,每个部分的详细情况会在之后的部分详细介绍。
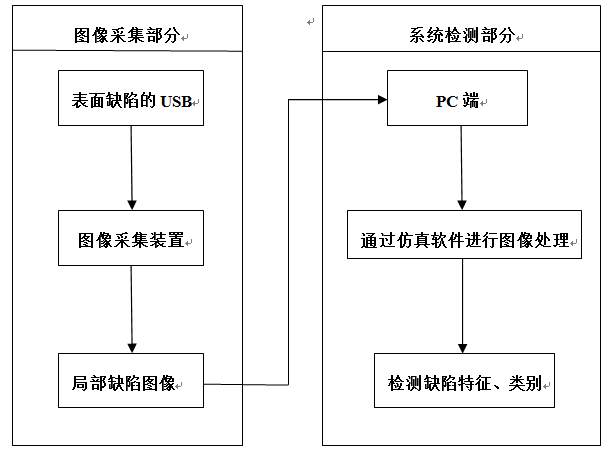
图2.2系统流程图
2.2图像采集系统
2.2.1照明系统
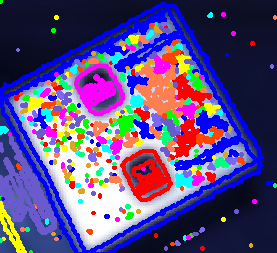
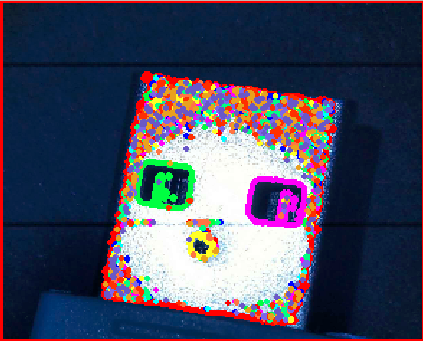
图像采集系统首先需要解决的问题就是照明装置的问题,因为在自然光照状态下拍摄,会存在多种复杂光源的影响,再加上USB插头表面是凹凸不平的金属面,所以会产生大量噪声。如图2.3所示,蓝色边框区域是USB插头的轮廓,中间的彩色斑点都是自然光下产生的噪声,可见在自然光状态下的噪声的影响是非常大的,会对图像分析的结果造成影响。

图2.3 自然光照下的噪声图像
因此需要选择合适的光源,但基于目前有限的条件,没有专业的照明光源和CCD工业相机,只能利用现有的资源来接近理想的实验效果,于是我选择使用如图2.4所示的大功率LED强光灯作为光照系统的光源。

图2.4 照明装置
2.2.2采集平台
我们还要尽量避免其他光源的影响,所以需要制作一个隔绝其他光源的采集平台。于是我想着制作一个封闭的拍摄环境,使得除了照明系统之外的一切光源都阻挡在外面。我选择黑色卡纸作为封闭装置的材料,因为黑色能吸收一切光,所以用黑色材料制作可以有效的隔绝光源。如图2.5所示,我用黑色卡纸制作了一个全封闭除了下面留有拍摄口的装置,通过这个封闭装置能尽量避免其他光源的影响。整个采集平台如图2.6所示,照明系统在这个黑色的封闭装置内。

图2.5 封闭装置

图2.6 采集平台
为了使实验效果达到最好,发挥这个装置的最大的效果,应该将取像的时间选择晚上,这样能尽可能的避免其他光源的影响。如图2.7所示,为夜晚进行图像采集实验的现场工作图,在图像采集的部分,基本上只有照明装置产生的光源,其他光源都被隔绝了。

图2.7 图像采集现场
如图2.8所示为通过图像采集系统拍摄的USB抽头的表面缺陷的原始图像。接下来将要对这些图像进行进一步的图像处理



(a)磨伤图像 (b)孔洞图像 (c)划痕图像
图2.8 采集的缺陷图像
2.3图像分析系统
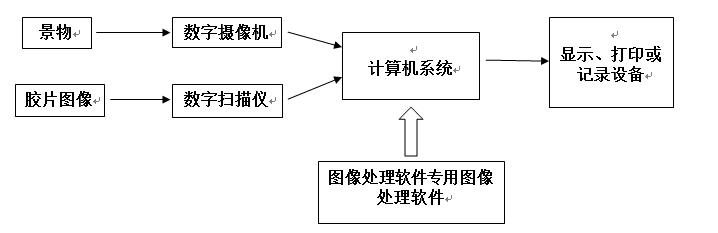
图像分析系统是指将图像采集系统采集的图像,送入PC端利用仿真软件进行分析。主要包含图像的预处理、滤波、形态学处理。图像预处理主要是讲采集的原图像进行图像大小的调整,剪切出需要检测的部分,并对图像进行二值化。滤波是图像处理中最重要的一部分,选择合适的滤波器将图像中的噪声和无效信息滤除,这就需要我们对不同的滤波器进行比较,对于同种滤波器的参数选取也需要针对不同情况进行调整,在后面的分析中可以看到不同滤波效果的对比图。形态化处理是一种有效的非线性图像处理和分析理论,可用于二值化图像和灰度图像的处理,在本篇文章中,我们使用形态学的处理方法将缺陷部分进行标记,将缺陷部分在USB插头的表面显示出来。数字图像处理系统的组成通过李俊山老师的著作[15],可以总结为图2.9图像处理系统。图像分析系统决定了最后的检测结果,其中的算法就至关重要,在第四章我会对本课题所涉及的算法进行详细的阐述,
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。


