小型余热发电控制系统方案设计毕业论文
2020-04-10 16:59:07
摘 要
垃圾焚烧将产生大量的热量,可配置余热锅炉充分回收燃烧余热。小型余热发电的应用,一方面能提高能源的利用率,从而达到节能减排的效果,降低污染,另一方面还可以降低成本,有着比较高的经济效应。利用余热锅炉产生的低压饱和蒸汽带动螺杆膨胀发电机组进行发电,通过控制饱和蒸汽的流量以及螺杆膨胀发电机的各项参数,使发电机输出稳定的电能,从而实现资源化、能源化利用。
本文试以固体垃圾焚烧发电为研究对象,对固体垃圾焚烧发电的生产流程、主要设备以及性质进行研究与探讨。通过蒸汽发电方式的比较研究,比较汽轮机、螺杆机的蒸汽发电的优缺点,选择与蒸汽源相匹配的机型。之后进行系统设计,考虑到固体垃圾燃烧所产生的热值不均衡,应设计并联锅炉、串联汽包等方案解决供气不稳定的问题。最后进行控制系统的设计,通过对原动机的转速控制和发电机控制实现发电机的各种控制功能。
关键词:余热回收 硬件匹配 系统设计 控制系统
Abstract
Garbage incineration will generate a lot of heat, and the waste heat boiler can be configured to fully recover the residual heat of combustion. The application of small-scale waste heat power generation, on the one hand, can improve the utilization of energy, so as to achieve the effect of energy-saving emission reduction, reduce pollution, on the other hand can also reduce costs, has a relatively high economic effect. The low-pressure saturated steam generated by the waste heat boiler is used to drive the screw expansion generator set to generate electricity. By controlling the flow rate of the saturated steam and various parameters of the screw expansion generator, the generator can output stable power. In order to achieve resource, energy use.
In this paper, solid waste incineration power generation is taken as the research object, and the production process, main equipment and properties of solid waste incineration power generation are studied and discussed. Through the comparative study of steam power generation methods, compare the advantages and disadvantages of steam power generation of steam turbines and screw compressors, and select the model that matches the steam source. After the system design, considering that the heat value generated by the solid waste combustion is not balanced, the parallel boiler and series steam drum should be designed to solve the problem of unstable gas supply. Finally, the design of the control system is carried out, and the various control functions of the generator are achieved through the rotational speed control of the prime mover and the generator control.
Keywords: waste-heat recovery hardcore-matching system-design control-system
目 录
摘 要 Ⅰ
Abstract Ⅱ
第1章 绪论 1
1.1研究目的及意义 1
1.2国内外余热回收现状 1
1.3主要研究内容 2
第2章 低压饱和蒸汽发电方式的比较研究 3
2.1 ETC凝气式汽轮发电机 3
2.1.1结构特点 4
2.1.2 调节系统特点 5
2.1.3 装置特点 6
2.2 凝汽式螺杆膨胀发电机系统 6
2.2.1 螺杆膨胀动力机工作原理 6
2.2.2 螺杆膨胀动力机技术特点 7
2.3 汽轮机、螺杆机饱和蒸汽发电的对比 7
第3章 设备匹配、选型及系统设计 9
3.1 设备匹配与选型 9
3.2 系统设计 12
第4章 控制系统的选型及设计 13
4.1 控制系统的选型 13
4.1.1 CPU的选型 13
4.1.2 I/O点数分配 13
4.1.3 PLC扩展模块的选择 13
4.2各种传感器和测量仪表的选择 14
4.2.1 转速传感器及变速器 14
4.2.2 电涡流位移传感器及变送器 14
4.2.3 位移传感器的选取 14
4.2.4 测量胀差的电涡流传感器及变送器 14
4.2.5 压力传感器 14
4.2.6 温度传感器 14
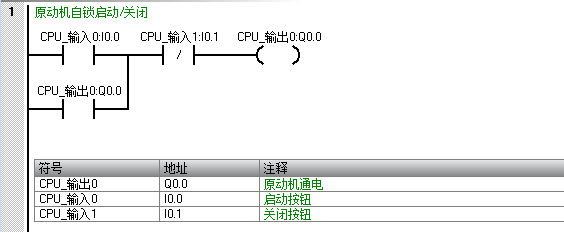
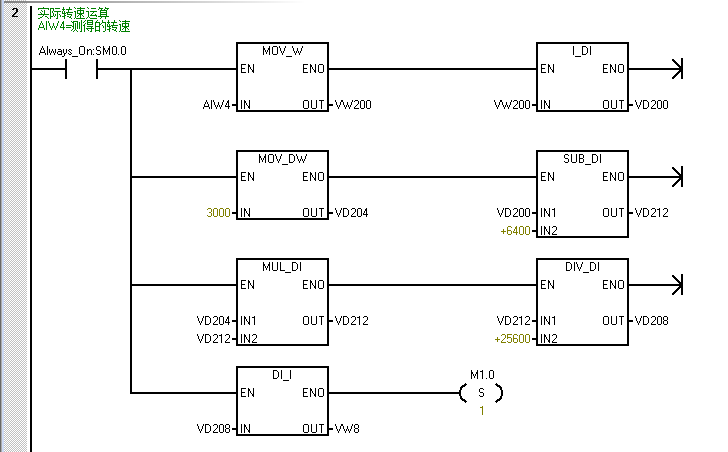
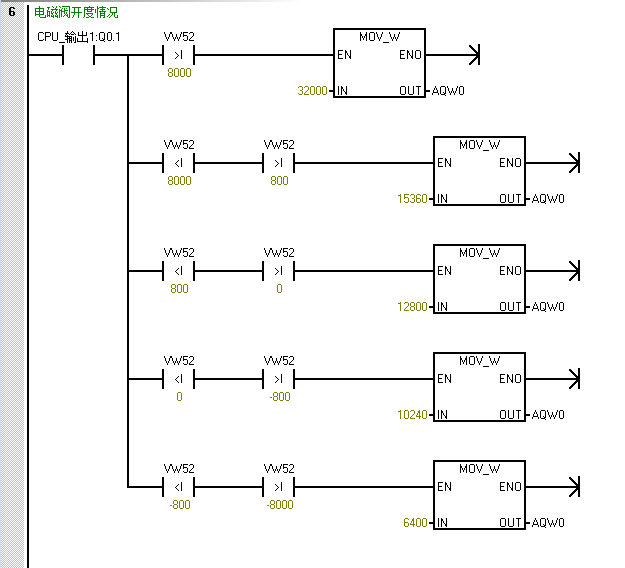
4.3 原动机转速控制 15
4.4 监控系统 18
4.5 安保系统 19
4.5.1 超速保护 19
4.5.2 轴向位移保护 19
4.5.3 轴承回油温度升高保护 19
4.5.4 轴承瓦块金属温度保护 20
4.5.5 润滑油压温度降低保护 20
4.5.6 其它保护装置 20
第5章 总结与展望 21
5.1 总结 21
5.2 展望 21
参考文献 22
致谢 24
第1章 绪论
1.1 研究目的及意义
医疗机构在医疗、预防、保健以及其他相关活动中产生的垃圾称为医疗垃圾。医疗垃圾如果处理不当,不仅会对环境产生污染,同时也会危害人类的健康。因此如何处理医疗垃圾成为了一个关键的问题。目前最为主流的是通过高温焚烧来处理。经过焚烧处理后,病原体和微生物也会因为高温而被破坏,各种有害气体也会被高温分解,烟气经过处理达标后进行排放,而且固体的医疗垃圾经过焚烧后,体积会减少至80%~90%。因此对于处理各类感染性医疗废物、病理性废物、药物性废物和化学性废物焚烧法是十分合适的[1]。
医疗垃圾焚烧会产生大量的热量,为了充分回收燃烧产生的余热,可以设置与焚烧炉相匹配的余热锅炉,余热锅炉产生0.7MPa(g)、流量14t/h的饱和蒸汽,用饱和蒸汽的热能转换带动汽轮机或螺杆机进行做功,再串联一个发电机组进行发电。这样就能将医疗垃圾实现能源化、资源化利用。
1.2 国内外余热发电现状
1965年德国垃圾焚烧炉有7台,年处理垃圾为71.8万吨,可供总人口4.1%的居民用电。到1985年,焚烧炉已增加到46台,年处理垃圾800万吨以上,占垃圾总数的30%,可供总人口34%的居民用电。柏林、汉堡、慕尼黑等大型城市中,居民用电的10.7%来自垃圾焚烧。目前最大的垃圾发电厂已经在底特律建造[2]。
中国的余热发电行业起步较晚。但经过二十几年的发展、研究和实际工程的运行,余热发电现具有一定规模的发展。自1986年宝钢首次引进余热发电技术以来,余热发电已经应用于各个行业,如水泥行业窑余热发电,钢铁行业焦余热发电技术,石化行业余热发电技术等。为保证经济的可持续发展,国家将资源节约列为国家基本国策,在“十一五”期间将万元产值能耗降低20%作为各级政府的具有约束力的指标。为了完成这一指标,2007年济钢320m2烧结机余热发电项目投入运行。2010年,天河节能科技有限公司投资建设了三炉一机9MW玻璃烟气余热发电项目的并网发电,标志着中国余热发电项目达到了新的水平水平,技术达到了世界领先水平。在“十二五”期间,有4亿吨高污染,高能耗的旧生产线被淘汰。随着国家节能减排力度的加大和国际油价上涨的影响,2011年,杨圣彬优化了工业锅炉和余热发电的协调控制,达到了预期目标。自2012年以来,余热发电技术已被广泛应用于炼油生产。到2015年,水泥行业对国内余热电站工程生产线的需求量达到908台[3]。
目前的余热发电系统还存在不少缺陷:(1)余热锅炉因积灰造成锅炉运行效率低;(2)由于炉膛内灰尘较多,炉膛不均匀加热导致锅炉爆裂或炉膛关闭;(3)锅炉尾部烟道泄漏,降低锅炉热效率;(4)适应负荷能力变化的涡轮机容量有待提高;(5)余热发电控制自动化水平不高,控制系统运行的动态监测和运行安全性能不足和可靠性不高。
1.3 主要研究内容
固体垃圾焚烧将产生大量的热量,余热锅炉可配置为完全回收燃烧的余热。该技术方案的研究目标是利用废热锅炉产生的低压饱和蒸汽驱动螺杆膨胀发电机组发电。通过控制饱和蒸汽的流量和螺杆膨胀机的各种参数,发电机可以输出稳定的电能。余热发电意味着实现废物和能源的利用。本文主要研究内容如图1.3.1所示
图1.3.1主要研究内容
第2章 低压饱和蒸汽发电方式的比较研究
2.1 ETC凝气式汽轮发电机
凝汽式汽轮机是指蒸汽汽轮机,汽轮机蒸汽膨胀并在汽轮机内工作后,蒸汽进入凝汽器凝结成水。它主要由汽轮机机体,冷凝泵,冷凝器和循环水泵组成,汽轮机完成工作后,蒸汽进入冷凝器,并通过气体冷却成水,然后通过冷凝泵送回锅炉。其中,冷凝器起着至关重要的作用,冷凝器的主要目的是提高蒸汽轮机的热效率。这是一个使用蒸汽重新冷却成水的过程,它的体积将大大减少,剩下的空间变成为真空,增加蒸汽的理想焓。
抽气器的作用是在汽轮机启动之前为汽轮机和冷凝器建立必要的真空。在冷凝蒸汽轮机的运行中,空气和其他不可冷凝的气体不断从冷凝设备中抽出以确保冷凝。汽轮机热交换管传热效率高,保持真空。真空设备的性能直接决定了蒸汽轮机排气压力的大小,反过来影响了设备焓降的大小和蒸汽消耗量;不同的抽真空方式会影响汽轮机的设备投资成本和操作方法,所以真空设备对冷凝汽轮机非常重要[4]。
ETC凝气式蒸汽发电机是针对低压饱和蒸汽余热发电而特殊设计的低压饱和凝气式汽轮机发电机组。其系统流程图如图2.1.1所示
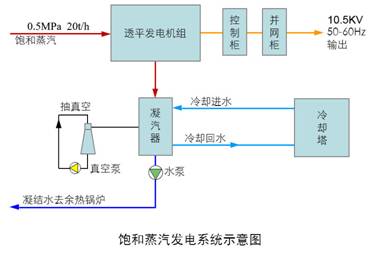 图2.1.1 低压凝气式汽轮发电机流程图
图2.1.1 低压凝气式汽轮发电机流程图
凝汽式汽轮机排气压力对运行经济性有重大影响。影响冷凝器真空度的主要因素是冷却水入口温度和冷却速率。前者涉及电厂所在地区,季节和供水方式;后者是指冷却水设计流量与蒸汽轮机排气流量的比值。具有较大的冷却速度,可以达到更高的真空度。但是,冷却速率的增加会增加循环泵的功耗和设备投资。典型表面冷凝器的冷却速率(冷却水设计流量与蒸汽轮机排气流量的比值)设计为60~120。由于冷凝蒸汽轮机需要大量的循环水,水源条件已成为选址的重要条件之一。
理想情况下,表面冷凝器的冷凝温度应与排气温度相同,冷却水排出的热量仅为排气汽化潜热。然而在实际运行中,由于排气阻力和不凝性气体的存在,冷凝水的温度低于排气温度,两者之间的温度差称为过冷度。冷却水管布置不当,运行时冷凝水水位过高以及冷却水管浸入会增加过冷度。在正常条件下,过冷度不应超过1~2°C。
凝汽式汽轮机工作流程:锅炉主蒸汽推动汽轮机叶片在汽轮机内部喷嘴流出后膨胀,促进汽轮机转子的高速旋转并驱动发电机向蒸汽供电。蒸汽进入汽轮机产生蒸汽,然后进入冷凝器,凝结并冷凝成水后,用冷凝泵抽出,然后送到废热锅炉循环使用。
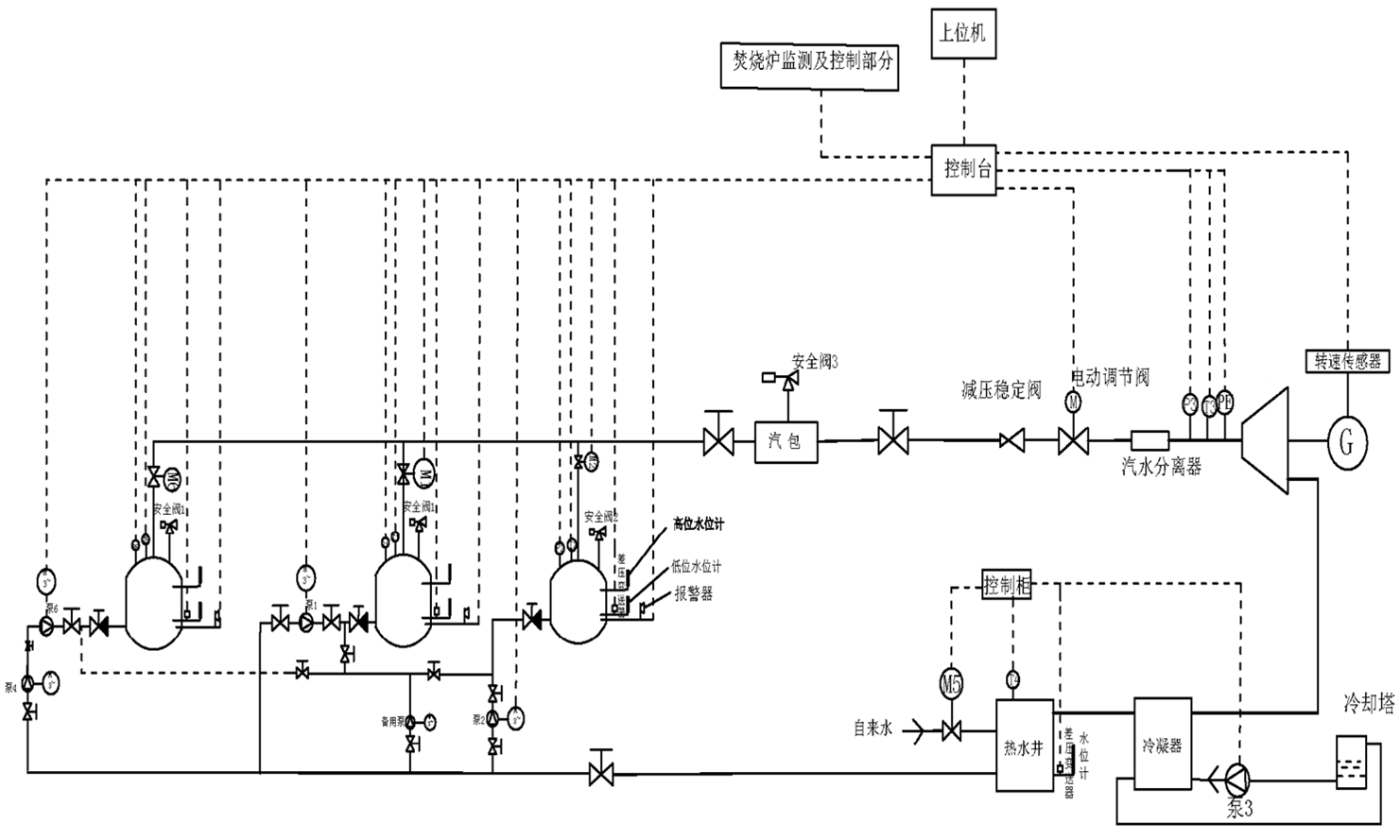
循环冷却水部分旨在使用带冷却塔的封闭式冷却水系统。冷却水系统由冷凝器,循环水泵,热水井和冷却塔组成。循环冷却水储存在热水井中。通过循环水泵,冷却水被带入冷凝器并完成冷凝。在完成热交换之后,循环水的温度升高并且冷却水塔被冷却。冷却完成后,流入热水井并循环[5]。
2.1.1结构特点
汽轮机的结构包括底盘、挠性板、电子执行器、冷油器、转速发送轮、危急遮断器、推力轴承、甩油环、前端承座、汽封、叶轮、气缸、喷嘴、后轴承座以及主轴。汽轮机的结构组成如图2.1.2所示。
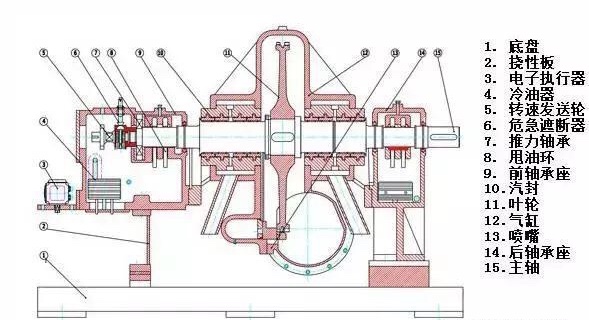
图2.1.2 汽轮机的组成
(1)单缸直联式多级脉冲冷凝汽轮机。调节阶段为单排调节阶段,具有进气口强劲,效率高(比双排调速阶段高10%以上)的优点。适用于低压参数的汽轮机,低压部分由六个压力等级组成。该装置的低压部分是新开发的具有高空气动力学效率的三维扭曲叶片。由于采用了非频率调制设计技术,它可以适应较大范围的变化操作条件,并且强度非常可靠。
(2)涡轮转子是一组转子。经过严格的振动响应计算和高速动平衡测试,可以确保符合API标准对振动要求。主轴材质为34CrMo1A。转子有多个平衡表面。在不打开现场气瓶的前提下,监视器可用于检查动态平衡。
(3)机组的饱和蒸汽通过隔离阀进入汽轮机。专门设计的蒸汽分离器分离蒸汽和水。对于饱和蒸汽发电,蒸汽和水的分离通过整个流动部分进行。每个隔板的入口侧的外边缘具有疏水槽。由于水滴比例很大,离开前级铲斗后会产生离心力。结果,它径向向外偏离,进入疏水槽并流向下半部分,并从圆柱体底部的排放口移除。逐级从高到低排入冷凝器进行回收,减少水锤损失,同时提高软水回收率。
(4)主阀采用全液压式,抛弃了传统的手轮驱动方式。启动时,启动装置在快速关闭控制组合中打开,主阀可打开。同时在气缸末端安装在线检测装置,检测气门杆是否处于运行状态。
2.1.2 调节系统特点
(1)电液控制系统:Woodward 505数字电子调速器、VOITH电液转换器、可变脉冲执行机构配置,实践证明,该调解方式具有高度的自动化程度,实现了汽轮机的自动调速,远程控制,前压调整,在线配置等功能,运行稳定可靠。调整系统主要由速度传感器,调节器,电液转换器,油马达和调节阀组成。Woodward 505调节器同时接收由速度传感器发送的两个涡轮速度信号,并将接收到的速度信号与速度设定值进行比较,然后输出执行信号(4至20 mA电流),然后由执行信号转换为次级电液转换器。液压压力(1.5~4.5Bar),二次油压由油移动机构控制,以调节蒸汽调节阀。
(2)错油门油动机采用西门子可变脉冲 机械反馈形式,在第二液压(1.5~4.5bar)的作用下,实现全行程控制。错误节流阀中的活塞高速旋转并上下进行高频和低频振动,这样当次级油压变化时,可以跟随运动而不必克服静摩擦,这大大降低了迟滞性率。错误的节流阀壳上有两个螺栓用于控制活塞的旋转频率和振幅。
(3)该装置具有低压力,高比容量和低体积流量的特点。蒸汽轮机使用全循环蒸汽,并使用四个外部调节阀来调节蒸汽进气量,以简化气缸和进气管的结构。安排减少管道力量。四个调节阀分别由一个油马达控制,每个调节阀分别控制进入汽轮机上部上下两侧的蒸汽进口管。四个进汽管对称安装在蒸汽室的上下两侧,消除了蒸汽管对汽轮机的侧向力,降低了蒸汽的压力损失。
(4)速切断控制组合:起动装置,测试装置,电液转换器,急停阀集成在速断控制组合中,大大减少了输油管道;按下快速关闭组件上的手动关闭阀的手柄,可以使速度关闭,快速关闭阀关闭。远程电磁阀(双冗余)接收来自保护系统的停止信号,并立即关闭油回路以关闭截止阀。
(5)该装置配备前置压力调节系统:由于医疗焚烧产生的余热不稳定,确定废热锅炉的蒸发量也不稳定。如果汽轮机无法应对这种不稳定性,将不可避免地造成新的蒸汽压力的溃散或过度排空会影响汽轮机的正常运行。前部压力调节通过Woodward 505调节阀实现。只需转换新蒸汽的压力信号,将DCS与设定值进行比较,并将电信号输出至调节器。调节器中的辅助控制模块将输入值作为负载的控制参数来调节调节阀的开度 [6]。
2.1.3 装置特点
(1)集中供油:供油装置集成了油系统的所有部件,如油箱,电泵,油冷却器,滤油器,控制阀等,并在出厂前进行调试。现场安装快速简单。油冷却器冷却后,主油泵的压力油通过油过滤器,精度为25μ,然后送往各轴承。从轴承流出的油通过回油管流回主油箱。机油冷却器和机油滤清器都是双重连接的,可以相互切换。油系统配备有指示仪器来监测油压和油温,设定的压力开关和压力变送器可以联动报警并启动辅助油泵及关停事故油泵,以避免由于切断油而损坏汽轮发电机组,调节控制用液压系统与润滑油系统合为一体,其不同的压力等级通过节流阀来调整。
(2)冷凝系统:冷凝器是双通道,双流量圆柱形结构,带有热井、液位指示器和排气压力释放阀。水箱可以单边操作,另一边可以同时清洗。膨胀节连接在冷凝器和汽轮机之间。
(3)状态监测:配备完整的涡轮机实时监测系统,对主轴振动,轴承瓦温度,转速,储罐液位等参数进行监测分析,输出不同工况的报警或停机信号[7]。
2.2 凝汽式螺杆膨胀发电机系统
螺杆膨胀动力机属于回转容积式膨胀机,兼有活塞膨胀机和透平膨胀机二者之特点,螺杆膨胀动力机能将低品位热能转化为高品位机械能或电能。螺杆膨胀动力机是一种全流式动力机,适用于过热蒸汽、饱和蒸汽、汽水混合物,并且对工质清洁度要求不高。螺杆膨胀机靠间隙密封,从而具有透平膨胀机和活塞膨胀机均不具有的独特优点,即对进气为含有液滴的湿蒸汽有良好的适应性。当进气为湿蒸汽时,液滴有助于密封。螺杆膨胀机可作为全流膨胀机使用,即工作介质的进气口状态不仅可为干蒸汽,也可为二相流体或全液体。在螺杆膨胀机中,高压介质直接作用在转子齿面上,因而有近似于直流电机启动时的转矩特性,即能进行重负荷启动。螺杆膨胀机转速较低,一般在3000r/min,轴封效果好,寿命长[8]。
2.2.1 螺杆膨胀动力机工作原理
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。


