选择性激光熔化过程中尖角零件的数值模拟毕业论文
2020-04-12 14:22:22
摘 要
选择性激光熔化(Selective Laser Melting, SLM)技术已成为主要的金属增材制造技术之一,广泛应用于医疗、航天等领域。然而,SLM过程中残余应力引起的变形和分层等缺陷成为阻碍SLM发展的主要困难之一。在实际加工中发现尖角零件易发生翘曲变形,残余应力和变形很大程度上受扫描路径的影响,为减少尖角零件SLM加工过程中的翘曲变形,需确定其最优的扫描路径,本文针对尖角零件利用ANSYS分析了其在六种扫描方式下温度场、应力场及变形量。
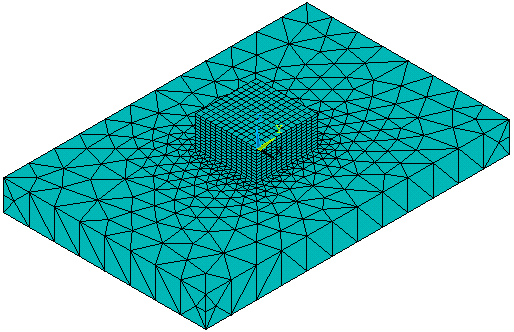
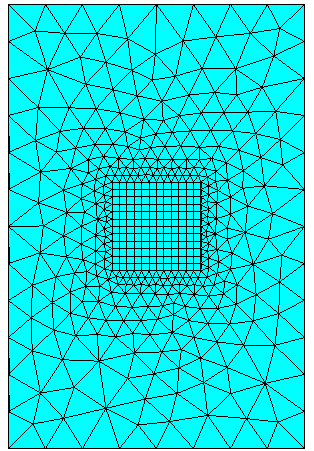
首先,利用ANSYS完成了尖角零件的几何建模,利用该3D模型进行单元属性的定义及网格的划分控制,为提高计算精度,在在扫描区域应用细网格,远离扫描区域的地方用粗网格。
其次,进行了温度场和应力场的理论研究,确定了模型的热物性参数和力学性能参数,采取间接耦合分析方法进行应力场的模拟。
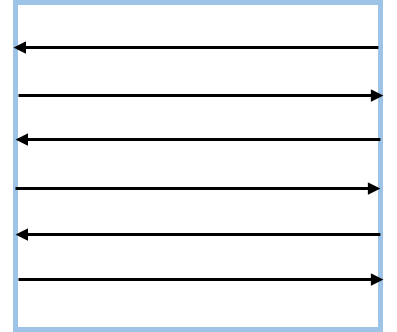
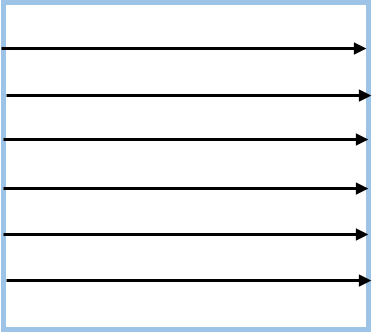
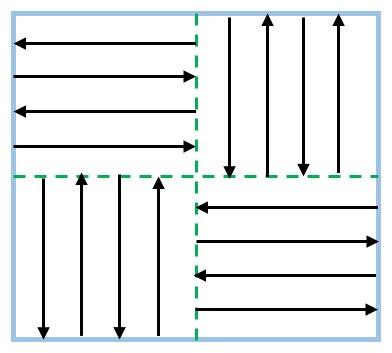
最后,对六种扫描路径下温度场、应力场和变形量进行了分析比较,确定了尖角零件的最优扫描方式为轮廓偏移扫描方式。
关键词:选择性激光熔化;数值模拟;温度场;应力场;扫描方式
Abstract
Selective Laser Melting (SLM) technology has become one of the major metal additive manufacturing technologies and is widely used in medical, aerospace and other fields. However, defects such as deformation and delamination caused by residual stress in the SLM process have become one of the major difficulties hindering the development of SLM. In actual processing, it is found that sharp-angled parts are prone to buckling deformation, and the residual stress and deformation are largely affected by the scanning path. In order to reduce the buckling deformation during the processing of the sharp-angled parts, it is necessary to determine the optimal scanning path. This article uses ANSYS to analyze the temperature field, stress field and deformation under the six scanning methods for the angle parts.
First, using ANSYS to complete the geometric modeling of the sharp-angled parts, the use of the 3D model for the definition of the cell properties and grid partition control, in order to improve the accuracy of the calculation, in the scanning area to apply a fine grid, away from the scan area with Coarse grid.
Secondly, the temperature field and stress field were studied theoretically. The parameters of thermal properties and mechanical properties of the model were determined. The indirect coupling analysis method was used to simulate the stress field.
Finally, the analysis of temperature field, stress field and deformation amount under six kinds of scanning methods is carried out to confirm that the optimal scanning method of sharp-angled parts is the contour displacement scanning method.
Key Words:Selective Laser Melting;Numerical Simulation;Temperature Field;Stress field;Scanning strategy
目录
第1章 绪论 1
1.1 选题的目的与意义 1
1.1.1 选择性激光熔化技术简介 1
1.1.2 研究目的与意义 2
1.2 国内外研究现状 3
1.2.1 选择性熔化激光技术温度场和应力场的研究现状 3
1.2.2 选择性熔化激光技术扫描路径的研究现状 4
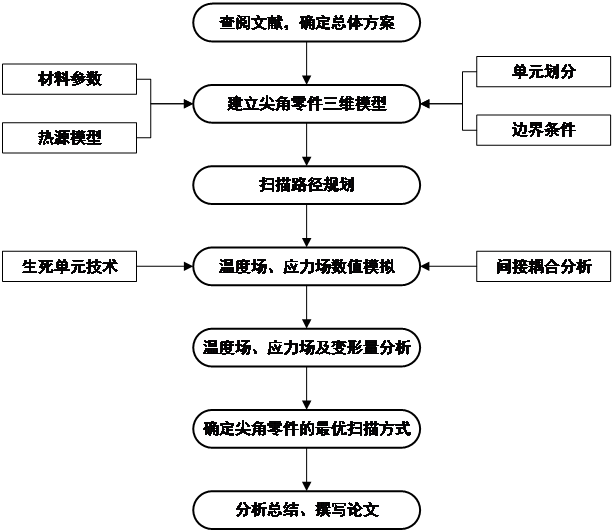
1.3 研究的主要内容 5
1.4 技术路线 6
1.5 本章小结 7
第2章 尖角零件模型建立与扫描路径规划 8
2.1 尖角零件模型建立 8
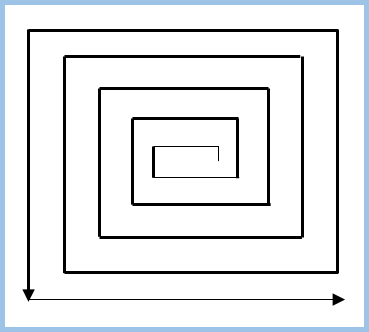
2.2 扫描路径规划 9
2.3 本章小结 12
第3章 尖角零件温度场模拟的设计与计算 13
3.1 温度场边界条件的确立 13
3.2 热源模型的确定 14
3.3 热物性参数的计算 15
3.4 温度场求解设置 17
3.5 本章小结 18
第4章 尖角零件应力场模拟的设计与计算 19
4.1 应力场求解设置 19
4.2 力学性能参数计算 19
4.3 本章小结 21
第5章 结果与分析 22
5.1 尖角零件的温度场模拟与分析 22
5.2 尖角零件的应力场模拟与分析 23
5.3 尖角零件的变形量分析 24
5.4 本章小结 27
第6章 经济性与环保性 28
第7章 总结与展望 29
7.1 总结 29
7.2 展望 29
参考文献 30
致谢 32
第1章 绪论
1.1 选题的目的与意义
1.1.1 选择性激光熔化技术简介
选择性激光熔化(Selective Laser Melting,SLM)技术是一种新型的快速成型(Rapid Prototype,RP)技术,它是在20世纪90年代中期由德国Frounholfer 学院[1]首次提出来的。目前SLM技术已成为主要的金属增材制造技术之一,是3D打印中金属成形的重要工艺,广泛应用在航天航空、汽车、生物医学和能源行业等方面,部分应用如图1.1所示。SLM成型材料多为单一组分金属粉末,包括奥氏体不锈钢、镍基合金、钛基合金、钴-铬合金和贵重金属[2]等,在制造过程中不需要任何模具和后处理步骤,不受零件形状的限制,理论上可以加工任何形状的零件。与传统的加工工艺(铸造、锻造等)相比,SLM技术具有极大的优势,SLM成型多少材料就用多少材料,剩余的材料可用于下次加工材料利用率极高,可达到90%以上;加工工艺简单,加工周期短,可用于加工内部结构较复杂的或特殊的零件,满足用户的个性化要求;用SLM成型的零件综合力学性能优异,可制造出接近完全致密的零部件。
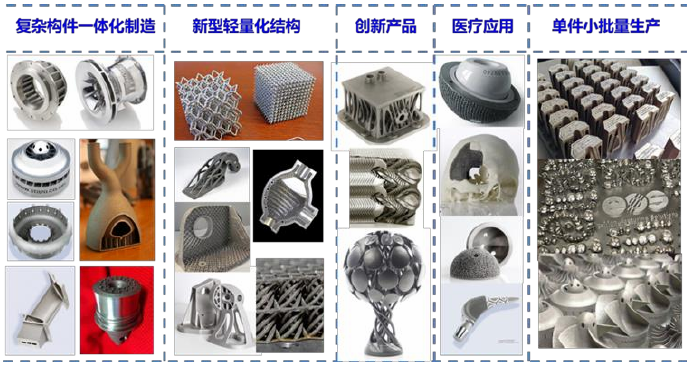
图1.1 SLM的部分典型应用
SLM技术工作原理图如图1.2所示,首先用计算机CAD软件制作所需的三维模型;然后通过专门的软件将三维模型进行切片分层,将其离散成二维截面图形,得到各截面的轮廓信息,将这些信息导入快速成型设备中;刮板将送粉升降机中的待使用粉末铺在基板上(激光加工区域),铺成均匀地一层;设备根据之前得到的截面信息,通过振镜控制激光束选择性地熔化一层金属粉末材料,惰性气体保护加工时材料不被氧化;一层成型后,升降机下降一层,刮板平铺一层,激光选择性熔化,重复该步骤直至逐步堆叠成成型的三维实体,并将剩余的金属粉末取下,用于以后加工的使用。
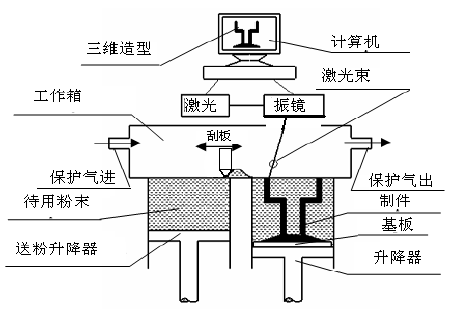
图1.2 SLM工作原理图
SLM 是一个复杂的物理化学冶金过程,涉及多种热量,质量和动量转移模式,粉末床中的温度场随着激光扫描速度的快速变化而迅速变化,导致在非常短的时间内发生固-液-固相变,金属粉末经历了复杂的传热过程,当激光辐射在金属粉末上时,粉末迅速熔化,当激光离开时,熔池又迅速凝固,并与之前成型的部件相结合,在这样极短的时间内,经历了极冷极热的相变转换过程,会在部件中形成极大的温度梯度,造成不同部分收缩和膨胀的趋势不一样,从而产生瞬态热应力,热应力随着SLM的加工而不断累积形成残余应力,造成零件的翘曲变形,因此,制造零件的尺寸,形状和机械性能受到相当大的影响。成型零件的翘曲变形一直是限制SLM技术发展的主要原因[3],因此需要对SLM的成型机理进行深入研究来避免翘曲变形。
1.1.2 研究目的与意义
正如上述所述,SLM已成为最有前景的增材制造技术,可在短时间内制造出高密度的金属零件,在零件设计自由度,零件复杂度,轻重量,零件合并和功能设计等方面都有很大的优势,该项技术现存的主要问题是如何进一步提高得到的三维实体的尺寸精度和近型性,这也是现今国内外学者研究的难点[4]。SLM技术在国外兴起较早,已有成熟的生产SLM设备的公司,比较有代表性的有德国的Innoshape公司,Concep Laser公司、Fockele amp; Schwarze 公司,英国的MCP公司以及美国的3D System公司等,并已用于工业制造,制造大量量规、精密金属模具嵌入件和薄壁金属零件,并且所制造的金属部件在尺寸精度、表面粗糙度和机械性能方面都很优异。此外国外的研究人员对SLM技术的研究也是比较广泛,在设备的升级、工艺参数的优化及零件成型精度的影响因素等都做了比较深入的研究。国内研究SLM技术的主要有华南理工大学、华中科技大学和重庆大学等,华南理工大学在2012年开发了一款预商业化设备DiMetal-100[5],但国内的SLM技术引进较晚,尚不太成熟,对此技术的研究大多处于基础阶段,对SLM技术成型机理的研究还较少,需要对SLM的成型机理及零件成型精度的影响因素做出进一步的研究,以便采用合适的工艺参数,制造出精度的成型件。
由于激光器以一定速度在粉末床上进行扫描,每个位置扫描的时间非常短,可以以毫秒来计量,扫描处的温度极高,成型处的温度相对较低,扫描处和成型处产生了极高的温度梯度,从而产生了很大的瞬态热应力,并且热应力不断积累最终形成残余应力,导致零件的变形。在实际的选择性激光加工过程中发现,零件尖角处的温度场分布非常不均匀,所以很容易产生翘曲变形。为提高尖角零件的加工精度,避免其翘曲变形,必须有效控制其温度场的分布。激光激光功率,扫描速度,激光光斑尺寸和扫描策略等处理参数对部件温度梯度和残余应力的发展都起着至关重要的作用,合理规划扫描路径可有效控制温度场的温度梯度和零件的翘曲变形。因此,需要选择合适的扫描路径来减小尖角零件的翘曲变形,提高尖角零件的成型精度。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。


