论文总字数:20493字
目 录
第一章文献综述 5
1.1 生物流化床的发展及其在废水处理中的应用 5
1.1.1 生物流化床的简介 5
1.1.2生物流化床的原理 5
1.1.3生物流化床的发展及分类 5
1.1.4 生物流化床的特点 6
1.2精对苯二甲酸(PTA)废水概况 7
1.2.1PTA废水的来源及特点 7
1.2.2PTA废水处理方法简介 8
第二章实验材料与方法 10
2.1 引言 10
2.2 实验装置与方法 10
2.2.1 接种污泥、实验用水及流化床载体 10
2.2.2实验仪器与试剂 11
2.2.3 实验装置 12
2.3 载体的选择 13
第三章生物流化床处理PTA废水研究 16
3.1 引言 16
3.2 反应器的启动与挂膜 16
3.3 实验结果与讨论 17
3.3.1 厌氧生物流化床反应器启动阶段污染物去除情况 17
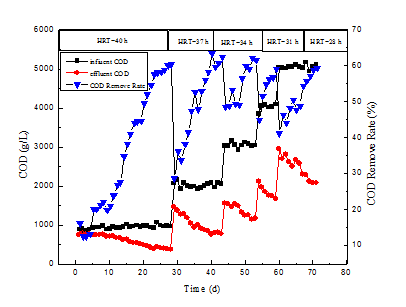
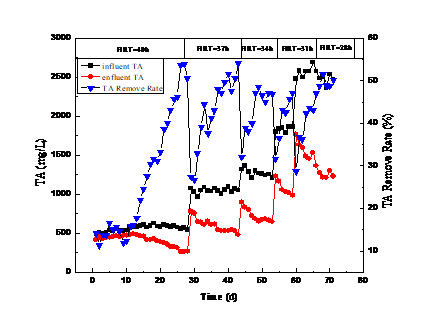
3.3.2 反应器稳定运行后各参数变化情况 19
3.3.3 挂膜前后载体的扫描电镜(SEM)分析 20
3.4.4 有机负荷对COD、TA去除率的影响 21
3.4 本章小结 22
第四章结论与展望 24
4.1 结论 24
4.2 展望 24
参考文献 25
致谢 27
有机负荷对厌氧生物流化床处理PTA废水的影响
恽雯斐
, China
Abstract:Biological fluidized bed is a kind of high efficient biological treatment technology which is developed on the basis of fluidization technology, characterized by high mass transfer efficiency, less ground area demand, capacity for shock microbial activity and less sludge yield etc. At present, the hot study on the biological fluidized bed reactor is focused on the hydraulic structure design and optimization to reduce the energy consumption and improve the treatment efficiency.The main results were as follows: (1) The screened carrier prepared by polypropylene was shown with the physical parameters as following: The size of the carrier is 1 × 1 × 1 (cm), the bulk density of carrier is 0.147 g/cm3, the wet of density carrier is 0.908g/cm3.(2)Polypropylene packing was used as carrier to study on the start and biofilm of anaerobic fluidized bed. When the HRT was 20 h, the concentration of COD was 4223 mg/L, the concentration of TA was 2043mg/L, the removal rate of COD and TA reached 84.6% and 83% respectively. (3) The anaerobic biological fluidized bed showed stronger resistance to shock loadings. When the concentration of COD was 9921 mg/L and the concentration of TA was 5607 mg/L, the COD removal efficiency was 57.8% and the TA removal efficiency was 62.9%.
Keywords: Anaerobic fluidized bed;PTA wastewater;Launch;Polypropylene carrier;Organic load
第一章文献综述
1.1 生物流化床的发展及其在废水处理中的应用
1.1.1 生物流化床的简介
对于生物流化床的研究开始于20世纪70年代的美国,后来逐渐得到优化并在污水处理方面得到广泛的应用。生物流化床最大的特点在于:以焦炭、砂、活性炭为载体充填在床体内,微生物在载体表面可以形成相对密度较小的生物膜,同时污水自下而上流过生物膜,载体处理流动状态,因此污水中的污染物与生物膜得到充分接触,从而使得污染物与微生物充分反应,达到去除污染物的效果。生物流化床用流化态的概念运行,是一种高效率、低能耗的生物处理工艺,克服了固定化生物膜法中的许多弊端。
1.1.2生物流化床的原理
生物流化床技术作为一种处理有机废水的高效生物处理工艺,它是借助于生长在悬浮颗粒载体表面上的生物膜来去除废水中污染物的一种水处理技术[1-2]。在生物流化床内部填充着大量的如聚氨酯、焦炭、活性炭等易于微生物挂膜的载体,这些载体具有比表面积大、易于流化、表面粗糙多孔等优点,载体经挂膜后在水流带动下使每一个颗粒都处于流化状态,但又不至于被流体带出,污水通过与载体生物膜的接触而得到净化[3]。生物流化床反应器内载体始终处于流化状态,使得床层内气液固三相间相互摩擦,且载体表面活性较低的老化生物膜在流体冲击下得到及时脱落与更新,这样可以维持载体表面生物膜的活性,从而使得反应器具有较强的净化污水的能力。
1.1.3生物流化床的发展及分类
人们在100年前就根据已有的认知开始尝试开发连续流系统和丰富持续接触原理,有关于流化床的水力学研究开始于19世纪50年代,基于生物流化床系统改进的动力学已经在化工界应用了约50年,在生物工程界应用已有了35年。流化床的前身是1880年的多特蒙德(Dortmund)反应器(固-液两相接触反应器),该反应器用于污水处理。在水处理中,Archbutt和Deeley在1892年首次获得固相接触反应池的专利。然后由索尔福德(salford)的Mather和Platt进行了改造。在20世纪30年代的早期,流化床被用于絮凝和分离技术,出现了两类单元,这两类单元为大多数现代处理单元提供了处理基础。生物流化床最早是用于去除水中的氨与硝酸盐。在英国生物流化床工艺可追溯到第二次世界大战时期(19世纪初期),当时被Pugh在琉球岛(Ryton)处理埃文河(River Avon)的河水。
随着对流化态技术研究的深入,于是在20 世纪70年代初期流态化技术开始被应用于污水的处理,这样就此形成了一种崭新的、高效的污水处理工艺-生物流化床技术。
根据载体流化所需动力的来源不同,可分为以循环水为动力的两相流化床和以循环气为动力的三相流化床,生物流化床又可以分为以好氧微生物为主的好氧生物流化床和以厌氧为主的厌氧生物流化床[4].
生物流化床的分类见图1-1

图 1-1 生物流化床分类
1.1.4 生物流化床的特点
相比于传统的污水处理工艺,载体的流态化效果使得反应器内气-液-固三相间流速差增大,相互之间充分摩擦,反应器内载体处于充分混合状态,也就是微生物在反应器内均匀分布,载体的高速流化速度大大提高了传质速率,使得流化床反应器单位体积内的微生物比其他工艺的微生物浓度高的多,且较快的流化速度使得衰老的微生物及时脱落,保持了载体表面鲜活微生物的量,这使得微生物的活性比普通处理工艺的微生物活性高出数倍[5]。
生物流化床的具体优点如[6-9]:
1、抗冲击负荷高,处理效果好。由于载体表面存在大量生物膜,反应器内微生物浓度较高,循环水使得载体一直处于较快的流化状态,较高的微生物浓度和较快的传质速率下,高浓度废水在水流带动下迅速被混合、稀释,使得废水在反应器内均匀分布,这样的有效缓冲降低了骤变负荷产生的影响。
2、污泥产量少。反应器内微生物活性较高,老化的生物膜在水流冲刷下及时脱落、更新,微生物可迅速利用脱落的生物膜为自身新陈代谢的能源,充分利用了污水中个各种有机污染物,因此流化床技术剩余污泥量很低。
3、占地面积少。由于剩余污泥产量少,因此生物流化床工艺不需要污泥的回流设备,这样就能大大减少工艺的占地面积以及造价,同时操作运行也简单得多。生物流化床反应器的占地面积仅为普通活性污泥法的5%左右。
4、水力停留时间短。由于载体表面覆盖着生物膜,反应器内微生物浓度较高,而且生物膜在水流冲刷下,老化的生物膜被带走,生物膜得到及时的更新,反应器内的生物膜始终保持着较高的活性,这样就保证了生物膜与污水中的污染物的充分接触跟有效摩擦,使得处理污染物的效率很高,水力停留时间也随之减少。
5、废水适应能力强。由于水流在反应器内的不断循环,废水中的污染物以及微生物在反应器均得到了有效的搅拌、充分的混合,所以均在反应器内分布均匀。因此生物流化床反应器适合高浓度的废水也适合低浓度的废水,甚至适合有毒废水。
1.2精对苯二甲酸(PTA)废水概况
1.2.1PTA废水的来源及特点
精对苯二甲酸(PTA)是用于生产聚对苯二甲酸乙二酯(PET)的主要原料,同时也被广泛的应用于聚酯纤维涤纶、包装瓶和农药等产品的生产加工过程。随着我国国民经济的高速发展,我国对纤维涤纶、聚酯薄膜、工程塑料等需求量与日俱增,随其而来的是其原料PTA产能的逐年增加,同时PTA需求量也急剧增加。据统计,每生产1t PTA大约产生3~4 t的废水。PTA废水主要成分为醋酸、醋酸甲酯、对苯二甲酸及其它芳香族化合物,成分较为复杂。PTA废水可生化性较差(B/C=0.15~0.2),其毒性较大,若废水不经处理排放将对环境造成严重污染[10]。PTA生产废水中COD浓度一般为5000~10000mg/L,苯二甲酸TA浓度为700~2600mg/L,pH变化频繁,变化范围为3~14;TA热稳定性好、不易挥发且难在自然条件下降解,同时TA能够与水中的其它污染物进行结合,增强了对生物的毒害性,极易对环境产生造成影响,并且废水中含有的多种芳香族化合物对人体有很大毒害作用,因此PTA废水有效处理方法已受许多研究者关注。
PTA废水特点如下:
剩余内容已隐藏,请支付后下载全文,论文总字数:20493字
相关图片展示:



该课题毕业论文、开题报告、外文翻译、程序设计、图纸设计等资料可联系客服协助查找;

